
Abstract
Keywords
Introduction
The demand for high-performance, durable, and functional cloth materials is growing.1,2 In this context, composite fabrics,3–5 which are combinations of two or more different materials (usually fabric and polymer), have unique advantages in strength and can produce complementary effects, resulting in lightweight, high-strength, and low-cost materials.6,7 Therefore, composite fabrics are widely used in automotive, architecture, aerospace, bio-medicine, and marine science fields as a functional cloth material and are becoming a focus of research in the field of materials science.8–10
Several approaches to fabricating composite fabrics have been reported, such as coating the surface of the fabric with polymer and allowing it to penetrate the fabric fibers. Alternately, two or more different materials can be glued together by introducing a binder and applying pressure. 11 It is possible to combine fabric and fibers with a needling machine to form a thick fabric-based composite with high mechanical strength. 12 In another method, two or more kinds of materials are fused together by melting and then are cooled to form composite fabrics. This method is more suitable for the production of composite fabrics with specific shapes and structures, for which 3D printing is a research focus. 3D printing has advantages of short production time, cost effectiveness, and product customization, and it allows designers to create complex shapes and structures that enhance the stability and beauty of printed objects.13,14 For example, lace for clothing can be printed on fabric, 15 or shape-memory material printed on cloth can deform, move, or change its physical properties according to changes of the external environment. 16 In sports medicine, more suitable shapes can be designed to fit injured limbs to improve recovery and aid in movement of injured joints.17,18
However, most of the above-mentioned preparation methods of 3D printing composite fabrics are completed by fused deposition modeling (FDM).19–22 This method relies on a heating filament in the printing head, from which molten thermoplastic material is extruded from the nozzle in a specified pattern and then solidifies to establish a three-dimensional entity. Though the FDM printing method has advantages of low price and ease of use, it suffers from long production time, low surface precision, and low adhesive force between polymer and fabric, necessitating pre- and post-treatment processes.23–27 These drawbacks limit use of the FDM method for efficient real-life application. 28 Selective laser sintering printing (SLA) is a 3D printing technology based on UV light curing of a special liquid photosensitive resin to create a 3D entity. Grothe et al. 29 were the first to use the SLA method to prepare small-area composite fabrics. Compared with SLA printing, DLP replaced the point-by-point printing method with layer-by-layer activity, which has the advantages of high precision and accuracy, fast production speed, and adopt to the large subject's printing. A detailed comparison of FDM, SLA, and DLP printing methods is presented in Table S1.
However, there has been no study on the production of composite fabrics using the DLP method. Thus, the DLP printing method must be analyzed for use with composite fabrics, and the results should be compared with those of fabrics prepared by FDM. A systematic study of DLP printing of composite fabrics can be used to develop new synthesis methods for composite fabrics.
In this paper, we printed on four common commercially available polyester (PET) fabrics with different surface finishes using non-toxic photosensitive resins and a fast photosensitive digital light processing (DLP) 3D printing method. The adhesion and mechanical properties of the resulting samples were analyzed and compared with those of the composite fabrics prepared by the FDM printing method.30,31 The results show that fusion adhesion between fabric and polymer can be improved using fabric and the photosensitive DLP printing method instead of the FDM printing method. The PET composite fabrics printed by DLP had excellent adhesive force and maintained good external force resistance and extensibility. This study increases knowledge on the fabrication of composite fabrics by DLP photosensitive printing.32–34
Experimental section
Materials
To determine whether surface texture influences adhesion, non-surface-textured PET fabric (as the control sample) was purchased from Test Fabrics, Inc. (ISO ADJ POLYESTER 4 × 10PCS Polyester Adjacent Fabric, 4 cm × 10 cm cut, ISO 105 F04). Research has shown that PET fabric is hydrophobic and has lower adhesion compared to cotton and hemp fibers that can be improved by surface processing. We also chose the three PET fabrics Velour (Velo), Fleece (FLC), and Pleated (Pleat) as cut piling and fiber raising are the two most common methods of surface fluff processing, while pleating is the most commonly used heat-setting processing method. 35 As our study aimed to ensure that DLP printing methods could be used in commercial applications, we chose processed fabrics that are common in the commercial sector. The textured fabrics Velo, FLC and Pleat were purchased from Sktcompa.org. see Figure 1.32–34 The HARD/SOFT filament was purchased from Ultimaker without modification, and the photosensitive resin was purchased from Carima and used without modification.

Specifications of the textile specimens.
Modeling and design
At the beginning of the experiment, a preliminary test was conducted with resin thicknesses of 0.4 mm and 0.8 mm, and the test results are presented in Figure S1. As the surface of the 0.8 mm sample was more complete, that thickness was chosen for the CAD model. To produce the 3D structural design, we used Autodesk 360 CAD design software to model 150 mm-long, 25 mm-wide, and 0.8 mm-thick sample designs that then were converted into an stl. File. We sliced the model of stl. File using FDM, Ultimaker Cura 5.3.1 software, DLP, and Carima Slicer software (Figure S2).
FDM composite fabric preparation
An Ultimaker 2+ Extended® 3D printer was used for FDM. Clips (Figure S3) were used to secure the fabric sample directly to the printing table. After securing the fabric, we printed the model over its entire surface (Figure S4). The materials used in FDM printing of composite fabrics were HARD filament (FDM-HARD), Polylactic acid (PLA) (Ultimaker), and SOFT filament (FDM-SOFT) Thermoplastic Polyurethane (TPU) 95A (Ultimaker). To print the base design, the fill was 100%, the print speed was 70 mm/s, and the print bed temperature was 60°C (Figure S5). The print nozzle temperature varied by material and was 210°C for PLA printing and 270°C for TPU 95A printing (Table S2).
DLP composite fabric preparation
A DM250 Carima CO, Ltd 3D printer was used for DLP (Figure S4). The HARD photosensitive resin used for DLP printing (DLP-HARD) was Nontoxic White (UV Cureresin, Carima CO, Ltd) and the SOFT photosensitive resin (DLP-SOFT) was Elastic Beige (UV Cureresin, Carima CO, Ltd). The nontoxic white photocurable resin was tested for skin irritation, and the index was 0.2/0.8, confirming its safety for direct contact with human skin. 36
To fix the fabric sample to the printing table, it was attached using Velcro and double-sided adhesive tape. Because fabrics vary in thickness, the distance between the print table and the resin container was manually zeroed before starting each print.
The exposure time during printing also depended on the resin. Printing accuracy was 100 μm (Figure S6). Nontoxic white the bottom layer exposure time was 55 s (the bottom layer exposure time is the exposure time used only for the bottom layers.), and the exposure time was 35 s (is the duration for which the uncured resin at the bottom of the tank is exposed to UV light). Elastic beige bottom layer exposure time was 65 s, and the exposure time was 30 s. (Table S2).
After printing, each sample was placed in the cleaning solution RD-229 (photopolymer detergent, Carima CO, Ltd) and cleaned ultrasonically (SD-D100H, Shengdong ultrasonic cleaning machine). The contents of water and cleaning solution were 70% and 30%, respectively. After removal of all residue, the sample was exposed to UV (CL-50, Carima CO, Ltd) for 5 min for secondary curing.
Measurement method
A Tinius Olsen H10 KT (Shanghai, China) was used for the peel test. The front end of the printed composite fabric was slightly separated from the front end of the fabric sample; the composite was fixed to the upper fixture of the machine, and the fabric was fixed to the lower fixture. According to the DIN53530 measurement standard, the test was carried out at a speed of 100 mm/min. The test results are based on ISO 6133 times, and the average value was calculated from 20 peaks. 30
The tensile test was performed based on ISO 527-1, with a fixed interval between the sample clamps of the measurement results of adhesive force are as follows, a standard speed of 50 mm/min
11
and a sample size of 70 mm × 25 mm × 0.8 mm. The experiment was repeated three times, and stress was calculated using equation 1.
The tensile toughness can be calculated using the following equation:
A microscope (ViTiny UM12 5MP USB Digital Microscope) was used for observing the surface properties.
Results and discussion
Design of the experiment
Based on the process and material used for printing, differing physical properties were demonstrated by the printed samples, as shown in Figure 2. With FDM printing, when the nozzle moves across the fabric surface and extrudes melted thermoplastic material, the textured surface is compressed and damaged,
24
the fibers of the fabric cannot maintain their original shape, resulting in instability of the bonds with the thermoplastic material. In Figure 2(b), DLP printing allows the resin to flow across the surface so as to not damage the fibers. In addition, because the fabric is suspended rather than laid flat, gravity helps to hold the fibers in shape during curing. Further, because the fabric is wrapped in the photosensitive resin during curing, not only can the surface fibers be embedded in the printed entity, but also the resin can penetrate into the back of the fabric, which is bonded to the internal structure and the fabric, to further improve the adhesion of the composite fabric. Schematics of the (a) FDM and (b) DLP principles of the printers and microscope image of the composite fabrics.
Adhesive force measurement
The adhesion forces of the composite fabrics produced with the FDM and DLP methods are shown in Figure 3. Figure 3(a) is a photograph of the peeling test machine. Figure 3(b) presents the adhesion force measures, and the results are also presented in Table S3. Adhesion forces of the composite fabrics. (a) Photo of the peeling test, (b) adhesion force results.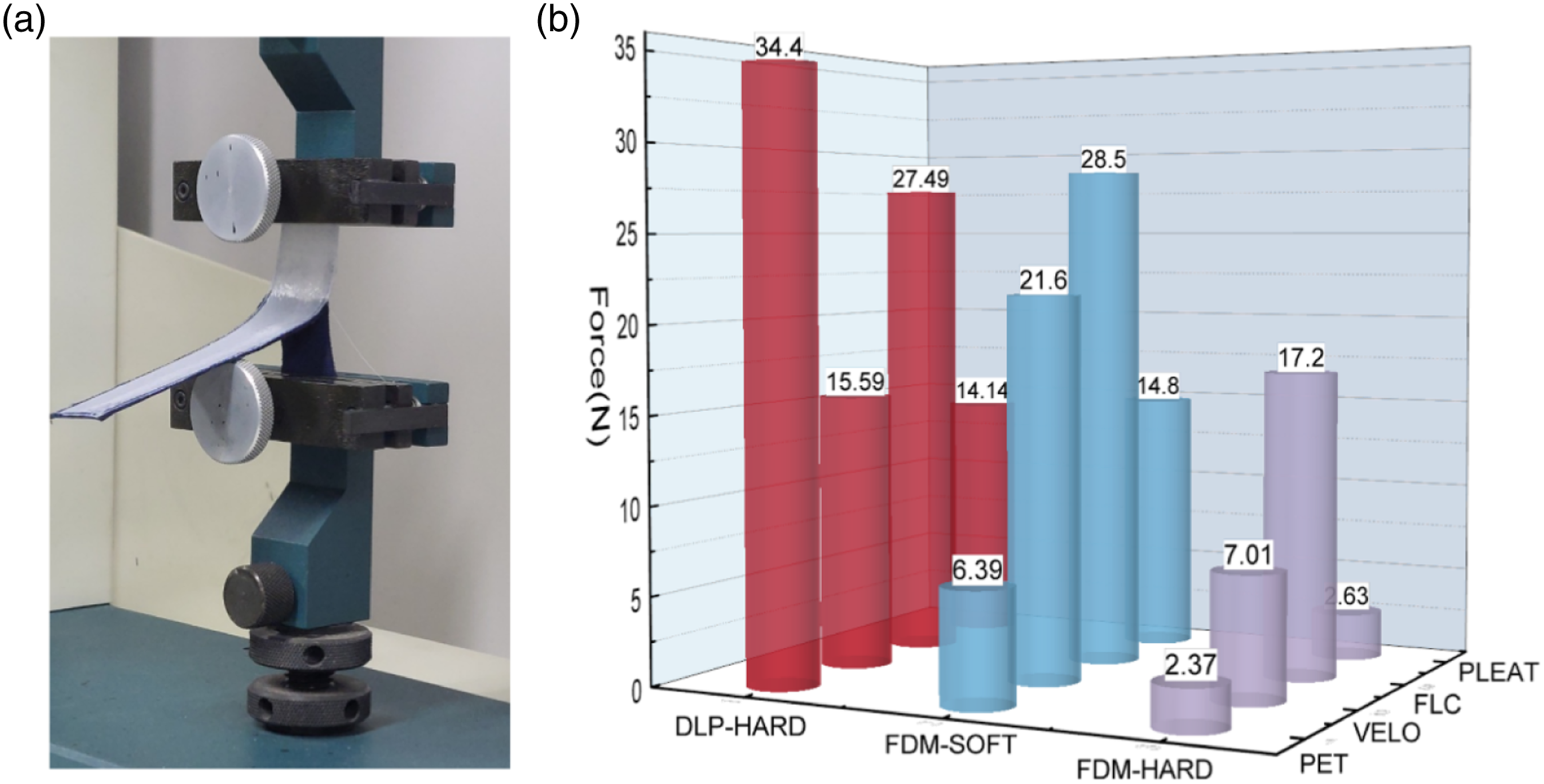
For the textured surfaces of FLC, Velo, and Pleat fabrics, all three groups (DLP-HARD, FDM-HARD, and FDM-SOFT) had strong adhesion to FLC fabric. This can be attributed to resin penetration into the gaps between the raised fibers in the FLC structure. This bonding over a greater surface area leads to a relatively higher adhesive force with both FDM and DLP printing methods. Removal of the FLC composite fabric printed by the DLP sample produced a torn surface involving textured fibers, as shown in the schematic diagram in Figures 4(a) and 4(b). Backs of samples after the adhesion test and a magnified local image. (a) Schematic diagram of the observation area after the peel test. (b) Photos of FDM-HARD, FDM-SOFT, and DLP-HARD materials after separation. (c) Magnified DLP-HARD photo.
The composite fabrics of Velo and Pleat surface textures demonstrated notable differences in adhesion between the DLP and FDM printing methods. With the DLP method, the adhesion of Velo and Pleat were similar, while the FDM method resulted in a greater adhesion force of Velo than that of Pleat. These differences can be attributed to the variations in surface texture between the two fabrics. The Velo structure features cut pile fibers, whereas the pleated structure is formed through heat-setting, resulting in a smoother surface. In DLP printing, the resin can bond to both the surface structure and the fabric fibers of Velo and Pleat, and the surface texture has a smaller effect on adhesion force. Even the smooth-surfaced Pleat fabric achieved relatively high adhesion in DLP printing. This is demonstrated in the electron microscope image in Figure 4(c), showing bonding with the DLP printing method. On the other hand, during FDM printing, the cut pile fibers on the Velo surface can bond more effectively with the thermoplastic material, resulting in improved adhesion force compared to the smooth-surfaced Pleat fabric.
For non-textured fabric, DLP-PET exhibits a significant difference between the DLP and FDM methods. The adhesion force of PET was relatively high when printed with the DLP-HARD method, while that with the FDM method was low. This difference can be explained by the enhanced bonding of resin with the separate fabric fibers with the DLP method, increasing the peel-off strength. On the other hand, the poor adhesion of the FDM-PET sample can be attributed to lack of bonding of the thermoplastic material in the gaps between the hydrophobic PET fibers. 13
Due to the strong binding force between the photosensitive resin and the fabric in the composite SOFT material created using the DLP method, the two components cannot be easily separated. To gain a more detailed understanding of the impact of fabric surface texture on the 3D printing of composite materials, we microscopically examined the cross-sections of the composite fabrics. The results exhibited a similar trend to that in the DLP-HARD group, as shown in Figure S7.
Moreover, the surface texture differed between the FDM-printed fabrics and DLP-printed fabrics, with the latter being smoother (Figure S8).
Stress measurement
To investigate whether the stress of the original fabric after printing affects the tensile stress and elongation at break, the experimental results were categorized into HARD and SOFT groups based on the fabric and material before printing, and stress and elongation at break are presented in Figure 5. The measurement method of adhesion is described in detail in Section 2.5. The results of breaking stress and elongation. (a) Stress result for the HARD group. (b) Elongation result for the HARD group. (c) Stress result for the SOFT group. (d) Elongation result for the SOFT group.
Since there is a large difference in physical properties between HARD and SOFT substances, we analyzed the two sets of data separately.
With the textured fabric, the stress of both the DLP and the FDM method decreased in the order of Pleat, FLC, and Velo as shown in Figures 5(a) and 5(b).
The stress of the fabric after printing did not show a positive correlation with adhesion force. We posit that such a correlation does occur between the stress of the original fabric and the adhesion forces of both. e.g., even Pleat fabric, which has the lowest adhesion force, achieves relatively good stress results after printing due to the higher stress of the original fabric. On the other hand, the increased adhesion force can increase the stress of the composite fabric, and the FLC fabric showed the lowest stress before printing but the strongest stress with the composite fabric because of the great adhesion force compared to the other textured fabrics. The stress of the non-textured DLP-HARD/PET sample was highest among all experimental groups, imparting superior strength and stiffness to the DLP-HARD/PET composite fabric. PET woven fabric, with good tensile stress, had higher tensile stress than the textured textiles regardless of the composite material and the printing method.
The elongation results of DLP showed the same trend as the stress results because the light-cured resin material is softer than the thermoplastic material which shows the high elongation when stretched. The elongation results of PET are similar regardless of surface texture because the high hardness of the thermoplastic printing material itself allows preferential breakage compared with soft and stretchable fabrics.
For the soft group, DLP stress and elongation are lower than those of FDM printing, likely because of the physical properties of the photosensitive resin and the longer exposure time to the resin, as in Figures 5(c) and 5(d). Data for elongation, stress, and calculated tensile strength are presented in Supporting Information Table S3). To support our results, additional in-depth investigation is needed.
Conclusion
In summary, the DLP method was used to print rectangular patterns on three textured fabrics and a woven PET structure as the anchoring group, and the changes in adhesion and printing characteristics of the fabric surfaces were compared and analyzed. Pleated PET, Fleece, and Velour were used as surface textured fabrics, and standard woven PET was used as the control group. Peeling experiments and mechanical performance measurements were carried out on 3D-printed composite fabrics to analyze the adhesion of the fabric, and the results were compared to samples fabricated using the FDM method. • In the peeling test, textured FLC fabric showed the highest strength with both DLP and FDM compared to the Velo and Pleat fabrics. The smooth, textured Pleat also achieved excellent adhesion with DLP printing. • The non-textured PET fabric showed the highest performance with the DLP printing method, demonstrating the strongest adhesive force. • The adhesive force and stress of the original fabric both affect the tensile stress of the composite fabric. • The precision of patterns printed by DLP was superior to those of FDM.
As the technology continues to improve and costs gradually decrease, DLP technology will achieve wider application in the manufacturing industry, allowing more efficient, more accurate, and more economical production to various industries.
Supplemental Material
Supplemental Material - Comparison of three-dimensional printed composite fabrics with different surface textures made with digital light processing and fused deposition modeling
Supplemental Material for Comparison of three-dimensional printed composite fabrics with different surface textures made with digital light processing and fused deposition modeling by Yongwei Li, Jingzhe Sun, and Jihyun Bae in Journal of Industrial Textiles
Footnotes
Acknowledgements
Declaration of conflicting interests
Funding
ORCID iD
Data Availability Statement
Supplemental Material
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.