
Abstract
Keywords
Introduction
It is well known that consumers when buying clothes or underwear, evaluate their quality based on the touch; if the product has soft touch they concluded that it is of “good quality”. However, the majority of consumers do not know what product quality exactly means and that it is determined by many fabric properties. It can be said that the knitted fabric quality is a puzzle comprised of many pieces (i.e. properties) like bursting elongation, stiffness, air permeability, moisture sorption, piling propensity, etc. Textile engineers could tailor these mechanical, comfort, and esthetic properties by choosing different types of fibers, yarns, knitting patterns, and wet processes in such a way that they can fit to a particular application. 1
Some fabric mechanical properties such as bursting elongation and stiffness (a material’s ability to resist deformation under stress 2 ) are not associated only with the product’s durability but also with its sensorial comfort. 3 Having in mind that comfort, which is a complex matter, has many different aspects such as physical, physiological, and psychological interrelated in an unpredictable combination that constantly undergoes variation, 4 it is well known that the air permeability and moisture sorption are very important fabric comfort properties. The first one affects the air exchange between the textile microclimate and ambient air and provides heat and mass transfer, 5 while the second gives information about the fiber accessibility to water vapor 6 and influences the fabric’s thermal insulation. 7 Another piece of the fabric quality puzzle belongs to pilling propensity. Researchers identified that the synergism of fiber, yarn, and fabric properties determines the fabric pilling propensity. 8 It is within the consumer’s focus since pilling is a condition that arises in wear due to the formation of little pills of entangled fiber clinging to the fabric surface 4 giving it an unattractive appearance and an uncomfortable fabric handle. 9
All of the mentioned properties contribute to the knitted fabric quality and are governed by yarn chemical composition and type, applied bleaching, dyeing, and finishing treatments. 10 Cotton, as the most abundant natural cellulose fiber and dominantly used in the textile industry, 11 is usually blended with elastane. Concerning this blend, on one hand, cotton is soft, durable, breathable, easy to care, comfortable, and biodegradable, while on the other hand, elastane is known for its higher stretchability and very good stretch recovery. 12 Nowadays, use of cotton/elastane blend is inevitable in all clothing areas from underwear to outerwear. However, before use, all cotton/elastane blends are subjected to numerous wet processes like scouring, bleaching, dyeing, and softening which are responsible for the removal of cotton non-cellulosic components, improving the whiteness, imparting color and soft handle and antistatic properties, respectively. 13 Undoubtedly, hydrogen peroxide is the cheapest and most environmentally safe alternative to chlorine-based bleaching agents. 14 Among many classes of fabric dyes, reactive dyes are characterized by excellent color fastness properties. Furthermore, fabric finishing with silicone softener has many advantages; a film of amino silicone formed on the cotton surface lowers the friction coefficient, contributes to a softer and smoother fabric surface, 15 and imparts anti-wrinkle properties altogether making the fabric feel more appealing. 16
An extensive literature search was performed to explore the existence of scientific papers in which the properties of cotton and cotton/elastane rib knitted fabrics were analyzed as an influence of different factors. According to literature survey, there are only several papers dealing with the above-mentioned research field. Namely, Pešić et al. 17 studied the effect of fiber chemical composition, yarn linear density, and dyeing on the dimensional stability of 1 × 1 rib knitted fabrics made of 100% cotton or cotton/Lycra (elastane brand) blend. It was concluded that among cotton/Lycra fabrics, the one made of cotton yarn of 19.14 tex was the most stable, while among all studied fabrics, the best dimensional stability possessed raw fabric knitted of cotton yarn of 13.39 tex. 17 After both dry and wet relaxations, this fabric was also characterized by the lowest tightness factors, while dyed fabric made of cotton/Lycra (19.14 tex and 4.4 dtex, respectively) has the highest tightness factor. Another group of authors 18 focused on the dimensional variations in 100% cotton 1 × 1 rib knitted fabrics after knitting and dry relaxation, dyeing and dry or wash relaxation. This paper 18 demonstrated that once the fabric has been knitted, the loop length and width along with the shape that it takes in the fabric after each relaxation state will be the main factors responsible for fabric dimensional variations. Besides the dimensional stability of 1 × 1 rib knitted fabrics, their thermal 19 and mechanical20,21 properties were also examined. Pešić et al. 19 found a significant correlation between the bleached and dyed cotton and cotton/Lycra fabric thermal resistance and different fabric parameters like thickness, covering factor, and the surface coefficient. 1 × 1 rib knitted fabrics having Lycra in their compositions were more compact and possessed higher heat resistance than 100% cotton fabrics. Furthermore, a slight change in the yarn fineness (from 20 to 14 tex) resulted in 13% and 16% lower thermal resistance of cotton and cotton/Lycra fabrics, respectively. 19 Tensile strength and elongation at break of 1 × 1 rib knitted fabrics made from 100% cotton and cotton/Lycra yarns were investigated by Sitotaw and Adamu and Adamu. 20 The authors underlined that fabrics having Lycra are characterized by higher elongation at break and lower breaking force as compared to those made of 100% cotton yarn. Herath 21 studied how low, medium, and high fabric tightness factors affect the bursting strength of 100% cotton and cotton/Spandex rib knitted fabrics. According to their observations, the fabric bursting strength depends on yarn chemical composition, fabric relaxation level, and stitch length (or fabric tightness factor). Additionally, cotton/Spandex fabrics showed lower bursting strengths than 100% cotton fabrics. In order to obtain fabric with high bursting strengths, lower stitch lengths, higher fabric thicknesses, higher course and wale densities, and stitch lengths and cotton yarns with higher tensile strengths should be used. 21 An interesting paper in which eco-friendly treatments with nano clay, β-cyclodextrin, chitosan, or citric acid were used for the improvement of 1 × 1 rib fabric comfort properties was published by Darwish et al. 22 Such treated cotton/Lycra fabrics possessed improved comfort that was evaluated through the determination of thermal transmittance, water vapor permeability, and air permeability.
It has to be emphasized that in all of the reported studies, the complex interactions of numerous factors (like wet processes and elastane content and fineness), and their synergistic effects on the properties of 1 × 1 rib knitted fabrics made of cotton/elastane were not considered. As a result, a comprehensive understanding of the fabrics’ quality was not gained. Therefore, this study represents an extensive investigation of the influence of the elastane fineness, and content, and applied bleaching, dyeing, and softening processes on the quality of 1 × 1 rib cotton/elastane knitted fabrics. As a starting point, the fabric structural parameters were assessed and their effect on the mechanical (bursting elongation and stiffness), comfort (air permeability and moisture sorption), and esthetic (pilling propensity) properties were discussed subjected to the elastane fineness and content and applied wet processes. In the last section, the complex criterion was used for the calculation of fabrics’ quality. The findings of this research could help engineers who work in the knitting and finishing textile industries in choosing appropriate variables for producing 1 × 1 rib fabrics of desired properties as well as in good quality.
Experimental
Material
The cotton ring-spun yarn of 20 tex and elastane in a form of multifilament (78 dtex) or monofilament (235 dtex) were used for the production of 1 × 1 rib knitting fabrics containing 96% cotton and 4% elastane (CoEL78R) and 92% cotton and 8% elastane (CoEL235R) (Table 1), respectively.
Fabrics’ codes.
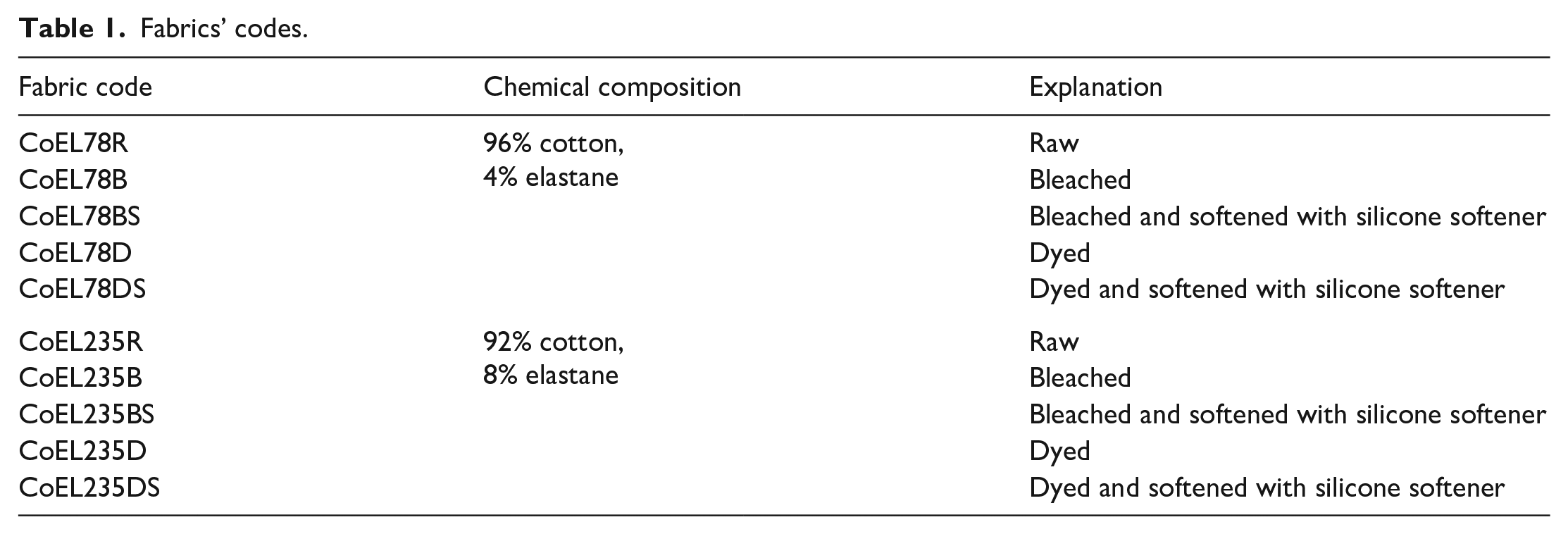
The raw knitted fabrics were bleached with 8 g/l 50% H2O2 at 100°C or dyed with reactive dyes in a dark blue shade at 80 °C13. The bleaching procedure was performed in several steps: demineralization with surfactant and sequester, scouring and bleaching with 1 g/l NaOH, 8 g/l 50% H2O2, and 0.8% optical brightening agent in the presence of surfactant, sequester, and pH stabilizer at 100°C for 30 min, cooling, warm rinsing, and neutralization. On the other hand, before dyeing, the raw fabrics were scoured with 2 g/l Na2CO3 in the presence of sequester and surfactant at 60°C for 10 min, cooled, warm rinsed, and neutralized. Dyeing started by adding 80 g/l NaCl and surfactant wrinkling agents (10 min at 60°C), then reactive dyes for dyeing in the dark blue shade were added (20 min at 80°C) and fixed with alkali (1 g/l Na2CO3 for 10 min at 60°C and 4 g/l Na2CO3 for 20 min and 1 g/l NaOH for 20 min at 60°C). After that, the dyed knitted fabrics were cooled and warm rinsed. The finished fabrics were drained, dried, and heat set. Half of the bleached or dyed fabrics were not softened, while the other half were softened with silicone softener at 45°C for 20 min. Altogether, 10 knitted fabrics were obtained, Table 1 and Figure 1. It is worth mentioning that all knitted fabrics were prepared in industrial conditions according to the standard recipes used for finishing the commercial knitted fabrics.

The appearance of the studied knitted fabrics (softened fabrics have the same appearance as their non-softened counterparts).
Methods
Characterization of the knitted fabrics
The fabrics’ thickness was measured on a SiroFAST apparatus under the pressure of 100 g/cm2 according to the standard ASTM D 1777-96 (2011). The fabrics’ weight and stitch density were determined according to the standards BS EN 12127:1997 (using a GSM tester), and BS EN 14971:2006, respectively. The reported results of the thickness, weight, and stitch density are the average of 10, 3 and 3 measurements per sample.
Determination of fabric mechanical properties
The fabrics’ bursting elongation was measured on the H5KT dynamometer (Tinius Olsen, USA) (ASTM D 6797-02), while their stiffness was determined on a Digital Pneumatic Stiffness Tester M003F (SDLATLAS, USA) (АSTM D 4032-94). Both mechanical properties are given as the mean value of five measurements per sample.
Determination of fabric comfort properties
The knitted fabrics’ air permeability was tested on the Air Permeability Tester (M021A) at a constant pressure of 100 kPa (20 cm2 test area) according to the standard EN ISO 9237:1995. Fabrics’ moisture sorption was determined by using an Infrared Moisture Analyzer (Sartorius MA35). The presented results of air permeability and moisture sorption are an average of 10 and 3 measurements per sample, respectively.
Evaluation of fabric pilling propensity
The knitted fabric pilling propensity (i.e. the propensity of a fabric to form pills) after different cycles was determined by using SDL ATLAS M235 Martindale Abrasion and Pilling Tester following the standard ISO 12945-2:2020. The pilling evaluation was performed in such a way that grade 5 means no pilling, while grade 1 means that dense surface fuzzing and/or severe pilling occurred, and the pills of varying size and density covered the whole fabric surface.
Statistical analysis
The results obtained in this study were statistically analyzed using the

where:
Quality analysis
The qualities of bleached or dyed fabrics before and after softening were evaluated based on the results obtained for bursting elongation (BE), stiffness (S), air permeability (AP), moisture sorption (MS), and pilling propensity (PP). The complex criterion of knitted fabrics’ quality (

where: a
The dimensionless indicator of fabrics’ quality (

where:
ICP-OES
Inductively coupled plasma-optical emission spectrometry (ICP-OES) (iCAP 6500 Duo ICP, Thermo Fisher Scientific, Cambridge, United Kingdom) was used to prove the content of silicone in the fabrics softened with silicone softener. 0.25 g of each fabric was mixed in a vessel with a mixture of 10 ml of 65 wt. % HNO3 solution and 2 ml of 30 wt. % H2O2 and then heated with microwave energy at 200°C for 20 min under a pressure of 100 bar (Advanced Microwave Digestion System, Ethos 1, Milestone, Italy). After cooling, the solutions were diluted to a fixed volume (25 ml) and the content of silicon was determined using ICP-OES. The Silicon, plasma standard solution, Specpure®, Si 1000 µg/ml (Alfa Aesar GmbH & Co KG, Germany) was used to prepare the calibration solution for ICP-OES measurement. Triplicate analyses for each fabric were performed at Si I 212.412 nm emission line. The content of silicon in the fabrics was calculated based on the results obtained by ICP-OES and fabric mass.
Results and discussion
Structural parameters of the raw knitted fabrics
As was stated in the experimental part, both raw 1 × 1 rib fabrics were knitted from cotton ring-spun yarn of 20 dtex and elastane in the form of multifilament (78 dtex, CoEL78R) or monofilament (235 dtex, CoEL235R). Taking into account that only two variables (elastane fineness and its content) were used, their influence on the fabrics’ structural parameters is the focus of this section.
Fabric thickness, weight, and stitch density are considered, since, as the most important fabric structural parameters, they dictate its behavior during further wet processes. The results given in Table 2, indicated that fabric CoEL235R has about 5%, 17%, and 5% higher thickness, weight, and stitch density, respectively compared to fabric CoEL78R. Having in mind that both fabrics were knitted on the same knitting machine using the same cotton yarn, the differences between their structural parameters are attributed to the different contents of elastane (8% vs 4%) and its fineness (235 dtex vs 78 dtex). According to Gun and Kuyucak,
23
elastic fibers are commonly used to enhance fabric thickness, weight, and density, that is, fabric compactness, which is also the case in the current investigation. Namely, as a consequence of the introduction of higher content of less finner elastane, that is, the greater stretching of the introduced elastane, yarn curvature increases in the third dimension and causes an increase in the fabric CoEL235R thickness,
24
the loops become closer and the fabric stitch density increased altogether resulting in higher fabric weight. The applied
Structural parameters of raw knitted fabrics and statistical results obtained by using a

0.001 level of significance.
These two raw knitted fabrics were further bleached with sodium peroxide or dyed with reactive dyes in industrial conditions, whereby due to the different processing conditions, changes in their structural parameters were expected. Such changes will further affect the fabric’s overall quality including mechanical, comfort, and esthetic properties.
The influence of bleaching and dyeing on the knitted fabrics’ structural parameters, mechanical, comfort, and esthetic properties
By comparing the results obtained for the raw and wet processed fabrics (Figure 2), it could be concluded that the performed bleaching and dyeing protocols contributed to obtaining more compact fabrics having higher stitch densities and weights. The increased fabrics’ stitch densities during wet processes (including rinsing) are a direct consequence of cotton fibers’ anisotropic swelling; they swell about 40% by volume, while their length increased by up to 2%. Within the cotton spun yarns, the fibers are disposed of in a spiral configuration, therefore, radial fibers’ swelling with no significant increase in their lengths leads to a reduction in spiral length, and hence to yarn shrinkage, 13 that is, increased stitch density. The fabric weight depends on stitch density, and, it is logical that with increasing the stitch density, the fabric weight will increase too. After both wet processes, observed very low standard deviations for fabrics’ weights (Figure 2) prove that dry and heat stabilization, besides maintaining the fabric shape and dimensions (through reallocation of hydrogen bonds from strained to relaxed), unified and leveled the fabric weight.

The effect of bleaching and dyeing on the fabrics’ structural parameters.
Apart from the expected differences between the raw and wet processed fabrics’ structural parameters, statistically significant differences exist between the structural parameters of bleached and dyed knitted fabrics as well as between the structural parameters of the same processed fabrics having different elastane content, as given in Table 3. Namely, dyed fabrics have higher thicknesses and weights compared to bleached ones (Figure 2), which is explained by the milder alkali conditions and lower temperature used during dyeing. On the other hand, bleaching proceeded at high pH values at boiling temperature, which along with the removal of cotton non-cellulosic components (waxes, proteins, pectins, mineral compounds, etc.) lead to a decrease in yarn diameter resulting in lower fabric thickness, and weight. Hasani 25 also observed remarkable changes in 100% cotton knitted fabric structural parameters after different wet processing stages. Namely, after bleaching (using H2O2 at 98°C for 60 min), the knitted fabric becomes denser, while its thickness decreased. Compared to the bleached, dyed cotton fabrics possessed significantly higher fabric weight. 25 Furthermore, the study carried out by Ivanovska et al. 13 pointed out that the weight and thickness of dyed cotton/elastane knitted fabrics are higher than those of the bleached ones.
Statistical results of the determination of fabrics’ structural parameters before and after different wet processes by using a

0.05 level of significance. **0.01 level of significance. ***0.001 level of significance.
The stated severity of the bleaching process and resulting fabrics’ less compact structure affect their mechanical properties, that is, bursting elongation and stiffness. Precisely, fabrics CoEL75B and CoEL235B have 17.3% and 5.9% higher bursting elongation compared to CoEL78D and CoEL235D (Figure 3). Such differences are statistically significant, Table 4. Besides the fact that the bleached fabrics have about 10% lower stiffness compared to their dyed counterparts (Figure 3), these differences are not statistically significant (Table 3) due to the high results’ dispersion, and therefore, it cannot be said that bleaching and dyeing differently influenced the fabric stiffness.

Bursting elongation and stiffness of the studied fabrics.
Statistical results of the determination of fabrics’ mechanical properties before and after different wet processes by using a

0.05 level of significance. ***0.001 level of significance.
Furthermore, the effect of higher content of less finner elastane on the fabrics’ mechanical properties should be also considered. The results given in Figure 3 showed that fabrics CoEL235B and CoEL235D have about 40% higher stiffnesses compared to the fabrics CoEL78B and CoEL78D, respectively. In order words, lower elastane fineness (235 vs 78 dtex) leads to a higher yarn cross-section, that is, an increase in the amount of elastane hard segments that are responsible for strength properties. As a result of the above-mentioned, the loop deformation decreased and fabrics provide greater resistance to bending force contributing to higher stiffness. Ivanovska et al.
10
observed the same phenomenon when 1.5% of elastane was introduced; bleached cotton/elastane knitted fabric was found stiffer than 100% cotton fabric (0.680 vs 0.632 N). Based on the performed investigations, Salopek et al.
26
concluded that by increasing the elastane content from 5% up to 8%, the bending rigidity of the cotton/elastane knitted fabrics increased due to the higher horizontal and vertical stitch density. Not only elastane hard segments affect the fabric’s mechanical properties, but two times higher elastane content also means a two times higher amount of soft segments that are responsible for stretching. Moreover, elastane has much higher breaking elongation regarding cotton fibers (400%–700% vs 5.6%–7.1%), and therefore, it was expected that the introduction of higher content of elastane will increase the fabric bursting elongation. Fabrics CoEL235B and CoEL235D have 10.6% and 21.4% higher bursting elongation than fabrics CoEL78B and CoEL78D, respectively. It has to be noted that statistically significant differences (at a 0.001 level of significance) between the mechanical properties of fabrics having lower and higher elastane content were observed, Table 4. Additionally, the effect of fabrics’ structural parameters on their mechanical properties should not be neglected. High linear correlations were found between fabric density and bursting elongation (
Among all studied fabrics, those having lower elastane content are softer and more comfortable since, besides lower stiffness, they are characterized by higher air permeability and moisture sorption (0.909 is the linear correlation between these two comfort properties) than fabrics having 8% elastane, Figure 4. Precisely, CoEL78B and CoEL78D have 37.9% and 32.6% higher air permeability and 5.6% and 4.7% higher moisture sorption compared to CoEL235B and CoEL235D, respectively. As was discussed above, with increasing the content of elastane, the fabrics become thicker, heavier, and denser, that is, the air spaces between the loops become lower disabling easy passage of air between them. Furthermore, fabrics CoEL78B and CoEL78D have additional air spaces between the finner elastane filaments within the multifilament which contributed to higher air permeability through the fabric cross-section as well as the storage of moisture. In contrast, elastane monofilament incorporated in fabrics CoEL235B and CoEL235D has three times more hard segments per unit area that aggravate the air permeability. These findings are in line with those published by Marmarali 29 who found the same trend of decreasing the air permeability with increasing the elastane content in the case of cotton/elastane knitted fabrics. Having in mind that moisture sorption is an indirect indicator of the degree of accessibility of the fibers to water vapor 30 as well as the elastane hydrophobic nature, it was expected that fabrics having a higher content of elastane will have a lower ability for moisture sorption. Similarly, Uyanık 12 showed that elastane content in knitted fabrics strongly affects moisture management properties; overall moisture management capability decreases with increasing elastane ratio. Independently on the elastane content, dyed knitted fabrics CoEL78D and CoEL235D provide a higher intensity of warm/cool feeling than the bleached fabrics CoEL78B and CoEL235B due to the higher air permeability and moisture sorption, as shown in Figure 4. The statistical results confirmed the existence of statistically significant differences between the air permeability of fabrics having different contents of elastane as well as between bleached and dyed fabrics, as given in Table 5.

Air permeability and moisture sorption of the investigated fabrics.
Statistical results of the determination of air permeability and moisture sorption of bleached or dyed knitted fabrics obtained by using a

0.05 level of significance. **0.01 level of significance. ***0.001 level of significance.
Pilling propensity is another fabric’s property having an important role primarily in its appearance, and hence quality. To assess their piling propensity, fabrics are rubbed against standard abradant (wool fabric). Generally, after 1000, 2000, and 5000 pilling cycles, the pilling propensity of bleached or dyed fabrics increases with an increase in elastane fineness, as listed in Table 6. This could be described by the fact that with increasing the multifilament fineness, the number of monofilaments within the multifilament yarn cross-section increases too, and a higher number of multifilament’s ends stick out away from the yarn surface, that is, from the fabric surface. Such multifilaments’ ends will contribute to higher fabric surface hairiness, and later, under the action of frictional forces, will intertwine with each other and form pills.
Evaluation of the fabric pilling.

By comparing the pilling grade of bleached and dyed fabrics at the same number of pilling cycles, it could be noted that the dyed fabrics have a lower pilling propensity than the bleached ones. The reason for such behavior is the previously mentioned rigorous bleaching conditions in the presence of hydrogen peroxide, which “dries” the cotton fibers and makes them stiffer resulting in an increased number of fibers sticking out away from the fabric surface.
Quality of knitted fabrics
Based on the previously discussed mechanical, and comfort properties, and pilling propensity after 7000 cycles, the fabrics’ quality was evaluated using dimensionless indicators (QS, QBE, QAP, QMS, and QPP, equation (3)) which are presented in the radar diagram, Figure 5(a). The investigated fabrics have different radar diagrams as a consequence of the different pilling propensity and fabric stiffness to some extent. So, it could be stated that these fabric properties represent the most important contributors to fabric quality. On the other hand, differences greater than 0.05 between dimensionless indicators were not observed for bursting elongation, air permeability, and moisture sorption. The obtained dimensionless indicators were further used for the calculation of the complex criterion of fabrics’ quality (Qk), equation (2). From the results given in Figure 5(b), it is clear that all studied fabrics have different qualities. Namely, fabric CoEL235D has excellent quality (

(a) Dimensionless indicators for bleached or dyed fabrics’ quality, (b) complex criterion (
In the next step of the investigations, an attempt has been made to improve the fabrics’ quality, especially that of CoEL235B fabric by softening with silicone softener. Unexpectedly, the used finishing treatment did not affect the quality of CoEL78B, CoEL78D, and CoEL235D. However, it significantly improved the CoEL235B quality, from satisfying to good, as shown in Figure 5(b). The essence of the different influences of silicone softener on the knitted fabrics’ quality lies in the different silicone content within them, Table 7. Among the four fabrics, CoEL235BS is characterized by the highest content of silicone which contributed to the lower piling propensity compared to the corresponding non-softened fabric, and thus, higher fabric quality, as given in Figure 5(b) and (c).
Content of silicone within the studied fabrics.

It seems to be the right place to discuss the role of the silicone softener pick-up mechanism on the fabric pilling propensity. The applied silicone softener microemulsion is based on amino-modified polydimethylsiloxane 16 that, besides fixation to cotton fabrics, can penetrate between and inside the yarns and deposit onto the fibers’ surfaces. In such a way it forms a network of elastic silicone polymers (Figure 6) that stuck the fibers together, hence contributing to higher pilling propensity. Further, the interactions between cotton/elastane fabrics and silicone softener are mainly governed by hydrogen bonds between (1) the softener’s terminal amino groups and cotton hydroxyl groups and (2) the silicone softener’s electronegative oxygen atom and hydrogen atom of the cotton surface OH groups, as presented in Figure 6.

Silicone softener pick-up mechanism onto knitted fabrics.
Conclusion
This study provides valuable results regarding the quality of 1 × 1 rib bleached or dyed cotton/elastane knitted fabrics having different elastane types (multifilament of 78 dtex or monofilament of 235 dtex) and content (4% or 8%). Fabrics’ structural parameters, mechanical, comfort, and esthetic properties were discussed as a function of the mentioned variables. Higher bursting elongation of bleached fabrics compared to dyed fabrics is attributed to the severity of the bleaching process and the resulting fabrics’ less compact structure. Bleached or dyed fabrics having lower elastane fineness and higher content are characterized by 40% higher stiffnesses and up to 21% bursting elongation, up to 61% lower air permeability, and 5% lower moisture sorption than fabrics containing a lower amount of finner elastane. Dyed knitted fabrics provide a higher intensity of warm/cool feeling than the bleached ones due to their better comfort properties. In general, the pilling propensity of bleached or dyed fabrics increased with an increase in elastane fineness, while at the same number of pilling cycles, dyed fabrics have a lower pilling propensity. According to the determined dimensionless indicators, pilling propensity and fabric stiffness are found as the most important contributors to fabric quality. The calculated complex criterion of fabrics’ quality indicated that investigated fabrics have qualities ranging from excellent to satisfying. The “satisfying” fabric quality was improved to “good” by softening with silicone softener which declines the fabric piling propensity and results in good fabric quality.
The findings of this research could help engineers who work in the knitting and finishing textile industries in selecting appropriate variables for producing underwear of desired properties and quality. A given comprehensive understanding of the knitted fabrics’ quality may help manufacturers to provide better care instructions for their products.
Due to the well-known importance of the circular economy concept, our future investigations will be focused on solving the problem with the disposal of cotton/elastane knitted fabric waste. Namely, during disposal, this solid waste causes many environmental problems such as landfill occupation, contamination, and global warming. From another point of view, cotton/elastane waste offers a lot of promise as a sustainable and low-cost material that could be used directly. This raises the idea that such waste collected from the textile industry could be revalorized as an adsorbent for various organic and inorganic pollutants.