
Abstract
Keywords
Introduction
Product quality has always been a key concern for manufacturing enterprises. With the continuous changes in market demands and increasingly fierce market competition, improving product quality management ability has become a key means in enhancing the core competitiveness of enterprises. Aiming at this issue, a lot of studies with different perspectives have been carried out by researchers. In the perspective of quality defect diagnosis, Zhang et al. presented a innovative dynamic partial least squares (PLS) model to address the quality-related fault diagnosis problem for dynamic processes. 1 Xu et al. proposed an approach based on product gene to address the diagnosis problem of quality defects. 2 Stavropoulos et al. applied machine learning and feature extraction to diagnose and predict welding defects in the proposed three-stage quality diagnosis platform of laser welding. 3 In the perspective of quality evaluation, Li et al. proposed a quality evaluation method with product gene theory by considering some key factors and their weights. 4 Chen et al. presented an data collection and evaluation method based on online monitoring of spot welding titanium alloy welding quality to address the issue of online welding quality inspection. 5 In the perspective of manufacturing resource scheduling, Jiang and Zuo studied the flexible job shop scheduling problem (FJSP) considering manufacturing quality, in which a modified Non-dominated Sorting Genetic Algorithm (NSGA-II) was designed to solve the problem. 6 Zhu and Xu developed a GA based on the similarity of intuitionistic fuzzy sets to maximizing the processing quality and minimizing the energy consumption in FJSP. 7 Xu et al. presented a mathematical model and a hybrid algorithm to solve the distributed FJSP (DFJSP) of building material equipment group enterprises, in which a product gene evaluation approach was introduced to measure the quality indicator. 8 Yang et al. proposed an optimization method for engineering system uncertainty factors based on simulated annealing and particle swarm optimization from the perspective of reliability based optimization design. 9
The above researches are conducted through post analysis of quality issues or optimization of existing manufacturing resource utilization for manufacturing quality control, making it difficult to significantly improve the product manufacturing quality. Therefore, it is necessary to conduct research on manufacturing quality improvement. Some studies have been conducted on the above topic. For example, Nepal et al. studied a Six Sigma based quality improvement framework for the drawing process of medical wires. 10 Colledani et al. proposed a reference framework for improving production quality performance during the manufacturing system ramp-up phase. 11 Barreiro et al. designed a new kind of die with integrated cooling channels using additive manufacturing technologies to improve the casting process of gearbox housings, so as to improve their quality by reducing the casting defects. 12 To improve the product quality in multistage manufacturing systems (MMSs), Du et al. established a novel Markov model to obtain an acceptable product quality probability and studied the determination method of key quality influencing nodes and factors based on product sequence analysis and bottleneck analysis. 13 Sun et al. proposed a quality improvement method for building material equipment based on product quality gene, in which the target values of several quality characteristics and some associated gene loci are considered. 14 The existing studies provide some effective tools for improving product quality. However, these researches mainly focuses on improving some key quality indicators by technological upgrades or optimizing specific factors, there are few researches on improving product quality of manufacturing process. In the concept of Total Quality Management (TQM), 15 each factor for processing a product is related to the manufacturing quality of the product, and their interrelationships are complex. Thus it is necessary to fully consider the influence of various factors in research of manufacturing quality improvement, which is also a topic that needs further research at present.
Product gene is an extension of biological gene to the field of mechanical design and manufacturing, which consists of various data related to the design and manufacturing of a product. The data in a product gene determine the design quality, manufacturing quality, etc. of a product. It was initially used in product design and later introduced into product manufacturing quality control, forming many effective theoretical frameworks and application methods. A complete description and evolution model of product manufacturing quality information can be constructed through product gene theory,2,4,14,16–18 which is an effective approach to address the shortcomings of the aforementioned quality improvement methods. Although there is a related study on product quality improvement, it still only selects several factors for optimization, so as to achieve specific indicators to the target values. In the manufacturing process of products with complex manufacturing operations, there are many factors that affect their manufacturing quality. The coupling relationship between each factor is complex, and the impact of each factor on different manufacturing quality indicators of the products is also unclear. Therefore, as customers demand higher and more diverse product performance, improving the manufacturing quality of complex products remains a issue that needs further research.
In this dissertation, to address the problem of manufacturing quality improvement of products with complex manufacturing processes, a product quality improvement approach based on product gene recombination, editing and comprehensive evaluation is proposed. In the approach, a product gene consists of the elements affecting the product manufacturing quality. We improve product quality by optimizing the values of the above elements. This is a mixed combinatorial optimization problem that includes optimization of discrete values and optimization of continuous values. To address the problem, we establish a multi-objective model including product quality gene evaluation, manufacturing cost, and production time. In the model, a method by using the research on product gene evaluation 18 is applied to measure the manufacturing quality indicator. The correlation between various gene elements and product manufacturing costs and time is taken into account in the evaluation method of product gene. On the basis of considering different types (Discrete values and continuous values) of gene elements, an improved genetic algorithm (GA) and artificial bee colony algorithm (ABC) with hybrid encoding scheme (H-IGA-IABC) is designed to solve the above combinatorial optimization problem. Finally, 15 experiments with different scales are performed to verify the effectiveness of the proposed model and algorithm. According to the results of these experiments, each component in H-IGA-IABC is proved to be effective in improving the performance of the designed algorithm. Compared with the solution before optimization, the quality evaluation results and other indicators of the solutions after optimization are significantly better. In addition, in the performed comparison experiments including H-IGA-IABC, general GA (GGA), and general ABC (GABC), the H-IGA-IABC performs better than GGA and GABC in all cases, and has more significant advantages in large-scale cases.
In summary, the approach proposed in this study is an effective way to improve product manufacturing quality (Especially for products with complex manufacturing processes), in which various factors are taken into account. The developed model and H-IGA-IABC are verified to be effective and performing well in addressing the aforementioned issue. The following two aspects are the main contribution of this research:
A manufacturing quality improvement method of products with complex production processes based on gene recombination and editing mechanism is proposed, and a corresponding multi-objective model including quality, costs, and time are established. In the model, an approach using product gene evaluation is introduced to measure the quality indicator.
Aiming at the mixed parameter optimization problem with discrete and continuous values, a hybrid encoding algorithm (H-IGA-IABC) is designed to address it, which is proved to be effective and performs excellently.
Problems description
The quality of a product is the result of the joint influence of the above factors at various manufacturing stages of the product, which is also in line with the basic idea of total quality management.19,20 This paper considers the above factors as the gene associated with the characteristic of product manufacturing quality, and based on the existing research on product gene,4,18 optimizes the combination of elements of the gene to improve product manufacturing quality of products with complex production processes while limiting costs and processing time. The above issue is described as follows: There are
The mechanism for optimizing product manufacturing quality based on gene recombination and editing is shown in Figure 1. The “DreEle_p” represents the

The mechanism for optimizing product manufacturing quality based on gene recombination and editing.
Mathematical model
Definition of variables
The following variables are defined to describe the developed mathematical model:
Evaluation method of quality indicator
According to the existing method of evaluating product gene, 18 the manufacturing quality of complex products is measured using the designed similarity calculation rules and reference gene database. In the above method, firstly, the similarities between the target product gene and various related reference genes in the reference gene database will be calculated, and then, based on the similarities and the evaluation results in the reference gene database, the evaluation value of the target product gene will be calculated. The calculation method of the above similarities and the evaluation method of the target product gene are detailed as follows:
(1) The measurement approach of similarity between a product gene and a related reference gene
A product gene consists of multiple elements including discrete elements and continuous elements. The similarity between a product gene and a related reference gene is calculated based on the similarity between the elements they contain. Therefore, the similarity between the above two product gene is formulated as follows:


Due to the different product attributes described by different elements, the similarity calculation rules for different types of elements are also different. In response to this issue, the following four similarity calculation rules for different element types based on the existing research are designed:
1) Discrete element: Option type

Where the
2) Discrete element: Level value type

Where the
3) Continuous element: General type

Where the
4) Continuous element: Interval type



Where the
(2) The evaluation approach of the target product gene using the related reference genes
Due to the fact that the manufacturing quality of a product with complex production operations is related to many factors (i.e. many elements in corresponding product gene), and the influence degree of each factor on the manufacturing quality of the product and its relationship with other factors are highly uncertain. To deal with these issues, this study adopts a method based on a reference gene dataset and the aforementioned similarity calculation rules to measure the quality of the gene to be dealt with (The target gene). Its core idea is as follows:
1) The higher the similarity between the gene to be dealt with and the high-quality reference gene, the higher the quality evaluation value of the gene to be dealt with.
2) The smaller the difference between the gene to be dealt with and the defect gene, the lower the quality evaluation value of the gene to be dealt with.
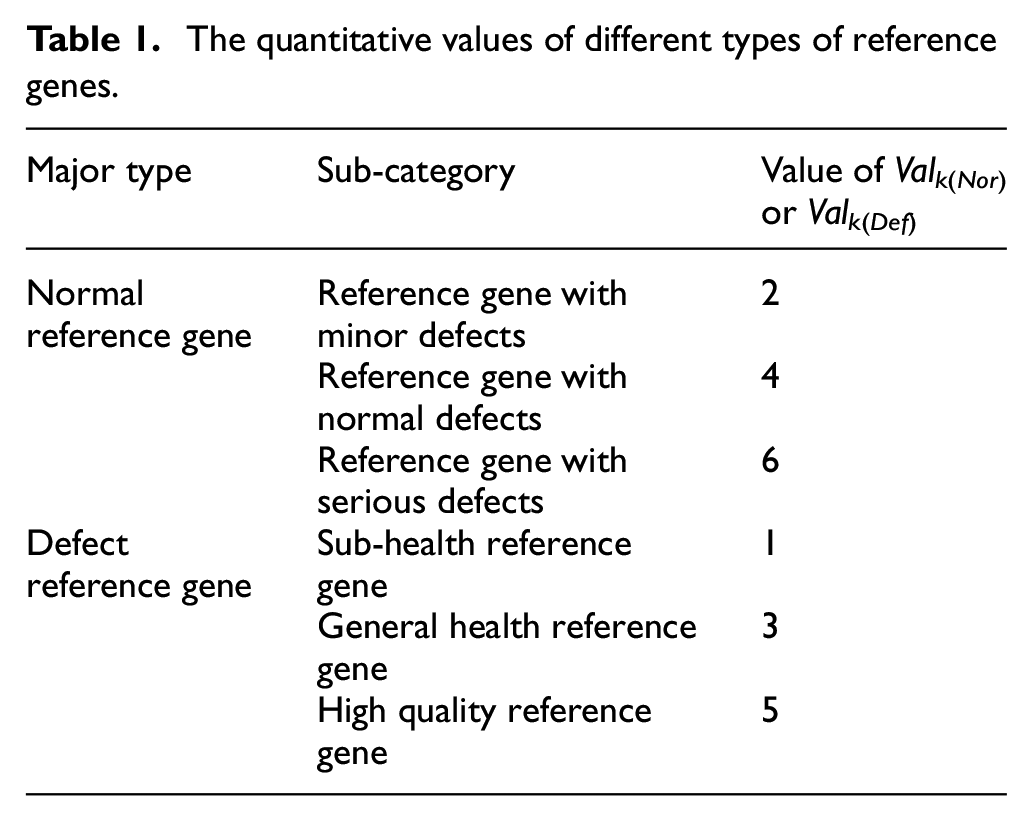
Thus the calculation method for evaluating the quality of gene corresponding to a product is as follows:


Where the available values of
The quantitative values of different types of reference genes.
Objective function
The improvement of complex product manufacturing quality gene will also be accompanied by changes of manufacturing costs and time, so the following three objectives are involved: quality, manufacturing time, and manufacturing costs. The calculation method of each objective is formulated as follows:
(1) Assumptions
In order to clearly present the proposed method, some assumptions are defined as follows:
1) The manufacturing time and costs of a continuous element in the target product can be calculated using the following formula:
2) The time and costs corresponding to each available discrete value of an element are determined.
3) The available reference genes are sufficient.
(2)
It is calculated by equations (1)–(10).
(3)
According to the above assumptions, the value of


(4)
The value of


(5) Constraints
The main constraints related to the model are as follows:







(6) Fitness function
To deal with the multi-objective problem, two approaches including the FAHP21,22 and searching for non-dominated solutions23,24 are used in the existing researches. The former converts a problem with multiple objectives into a single objective problem by determining the weight of each objective, while the latter measures the quality of a solution by analyzing the dominant relationship between it and other solutions. The approach of searching for non-dominated solutions has the following drawback: When the number of optimization objectives is greater than or equal to 3, the number of non-dominated solutions will be large, which will reduce algorithm performance and be unfavorable for managers to make the related decision. So the FAHP based method is applied in this study. According to the approach, the fitness function is formulated as follows:


Where
Algorithm design
The researched problem is a complex combinatorial optimization problem, which has been verified to be NP-hard. To deal with this kind of problem, meta-heuristic algorithms are the primary choice. Currently, there are a lot of meta-heuristic algorithms are used to address different kinds of complex combinatorial optimization problems in the existing researches, including GA, 25 ABC, 26 PSO, 27 grey wolf algorithm (GWA), 28 etc. Among them, the solved problems include production scheduling,29,30 parameter optimization,27,31 path planning,32,33 image processing,34,35 etc.
However, the studied problem is a mixed combinatorial optimization problem, which includes both discrete element selection and continuous element optimization. In addition, the research object of this study is products with complex manufacturing processes, which contain a large number of manufacturing quality influencing factors, further increasing the complexity of solving the researched problem. Single or conventional algorithms are difficult to meet the requirements for solving the problem. GA is a meta-heuristic algorithm designed inspired by biological evolution. This algorithm generally uses discrete value encoding method, and its search process also has discreteness. It can achieve simultaneous search at multiple points, therefore it has good global search capability and is widely used to solve discrete combinatorial optimization problems such as production scheduling and path optimization. ABC is another commonly used meta-heuristic algorithm, which searches optimal solutions by simulating the foraging process of bee colony. This algorithm generally uses continuous value encoding, which makes it suitable for solving continuous value optimization problems, such as optimizing product design parameters. Therefore, to address the mixed and complex combinatorial optimization problem studied in this paper, a meta-heuristic algorithm with hybrid encoding scheme (H-IGA-IABC) is developed to address it, in which the GA and ABC are introduced and improved to simultaneously adapt to the needs of discrete element search and continuous element search. The H-IGA-IABC combines the advantages of GA in solving discrete value combinatorial optimization problems and ABC in solving continuous value combinatorial optimization problems to solve the mixed combinatorial optimization problem studied in this paper. The operation process of each operator in both of the two basic algorithms covers both discrete element and continuous value parts to achieve global search.
The main procedures of the H-IGA-IABC are shown in Figure 2. The detailed operation methods for each step are as follows:
Step 1: Initialize the parameters of the algorithm. In the H-IGA-IABC, the parameters that need to be initialized include the quantity of population (
Step 2: Initialize the population. In this step,

The main procedures of the H-IGA-IABC.
The data of the elements of the example.

The manufacturing process information of a product (i.e. manufacturing quality gene) consists of discrete elements and continuous elements, therefore, we use a two segment mixed codes including discrete segment and continuous segment to describe a set of such information. Figure 3 shows the encoding scheme corresponding to the above example. In the scheme, the discrete segment describes the values of the discrete elements, while the continuous segment describes the values of the continuous elements. For instance, the “2” indicates that the first operation adopts the second processing method, the “6” indicates that the proficiency level of the worker performing the first operation is 6, etc. the “22.42” indicates that the average environmental temperature for processing the target product is 22.42, the “826.5” indicates that the quenching temperature is 826.5°C, etc. Compared with the encoding schemes using a single data type, the advantages of the hybrid encoding scheme are as follows: (1) there is no need for encoding conversion in the search processes of the designed algorithm, which can improve the efficiency of running the algorithm; (2) the convergence speed of the algorithm can be improved by adopting different search strategies for different types of codes.
Step 3: Evaluate the fitness. In this step, the fitness of each individual is calculated according to the equations (1)–(21).
Step 4: Obtain the initial global optimal solution. According to the data obtained in Step 3, the solution with the highest fitness is selected as the initial optimal solution.
Step 5: Selection. In this step,

Where
Step 6: Crossover. This operator searches and maintains population diversity through codes exchange among individuals within the population. It is executed in a loop according to Step 6.1: In each operation of this operator, two individuals are chosen randomly as parents, then partial codes of them are exchanged based on the randomly generated crossover points. In this dissertation, a single point crossover approach as shown in Figure 4 is applied. Step 6.2: The fitness of the two offspring are evaluated according to the equations (1)–(21). Step 6.3: In general GA, two parents are replaced by two offspring generated by crossover operation without considering the fitness of the offspring, which is not conducive to improving the population. In this study, two different strategies are carried out for retaining individuals in crossover operation, as follows: First, generate a random value in [0, 1]; Then, if the generated random value is equal to or less than 0.8, two parents and two offspring are sorted according to fitness, and the two individuals with the highest fitness are retained to replace the positions of the two parents in the population, while the remaining individuals are eliminated. If the random number is greater than 0.8, the positions of the two parents in the population are replaced by two offspring, while the two parents are eliminated. The above strategies can effectively improve population fitness while maintaining population diversity. Step 6.4: If the fitness of an offspring is greater than that of the current global optimal solution, the latter will be updated by the former. On the one hand, this method can avoid subsequent operations covering the offspring generated by crossover operations, and on the other hand, it can also avoid unnecessary fitness evaluations, as the quality evaluation in this paper is time-consuming.
Step 7: Mutation. In this step, Step 7.1: In each operation of this operator, the number of codes to be modified in the target individual is generated randomly in the interval [1, 3]. Then, the selected codes will be modified to other qualified codes. The applied mutation approach is shown in Figure 5. Step 7.2: The fitness of each mutated solution is evaluated using the equations (1)–(21). Step 7.3: In each mutation operator, if the fitness of the solution after mutation is greater than that of the solution before mutation, the mutated solution will be retained to replace the solution before mutation. Otherwise, the mutated solution will be retained with a 20% probability. Step 7.4: If the fitness of the mutated individual is greater than that of the current global optimal solution, the latter will be updated by the former.
Step 8: Search by employed bees. In this study, individuals with the top

The encoding scheme of the H-IGA-IABC.

The example of crossover of the H-IGA-IABC.

The example of mutation of the H-IGA-IABC.

Where
Step 9: Search by onlooker bees. Apart from the

Where

Where
Step 10: Termination. The H-IGA-IABC is terminated based on the set time.
Experiments have shown that the scout bees search operator in traditional ABC cannot improve the performance of the H-IGA-IABC. Therefore, we remove this operator from the designed algorithm.
Experiments and discussion
To verify the developed model and the H-IGA-IABC, some experiments with different scales are performed. Besides, the general GA (GGA) and general ABC (GABC) are involved to compare the performance with H-IGA-IABC by these experiments. In these experiments, the termination condition of an algorithm is that it is run for 5 min. The average value of the 10 optimal fitness values obtained after running the algorithm 10 times in each scenario is taken as the result. The software environments, hardware environments, and programming language used to test the related algorithms are the same (Matlab 2018a, Intel®CoreTM i7-8700 CPU, 3.20GHz, 8GB RAM, Windows 10).
Data preparation
Due to the lack of reference examples in existing researches, 15 groups of experiments are generated to verify the developed model and algorithm. The ranges of the main parameters for generating the above experiments are shown in Table 3. Five groups of small-scale examples (E01–E05), five groups of medium-scale examples (E06–E10), and five groups of large-scale examples (E11–E15) are included. The detail type of each discrete or continuous element (Option type or level value type/General type or interval type) is determined randomly. In addition, the values of
The ranges of the main parameters for generating the experiments.

Parameter tests
The parameters of a meta-heuristics algorithm greatly affect the performance of it. Therefore, determining a set of optimal parameters of the algorithm is important. In this research, the orthogonal design approach is used to obtain a set of optimal parameters for the H-IGA-IABC, which is a widely applicable parameter experimental method. In the parameter tests of the H-IGA-IABC, five main parameters are considered, and five levels are designed for each parameter. The related data of the parameter tests of the H-IGA-IABC are shown in Table 4.
The levels and factors of the parameters in the orthogonal experiments of the H-IGA-IABC.

The above tests are carried out using the medium-scale example E08. Table 5 presents the results, which indicate that the best parameter set of the H-IGA-IABC is
The results of the orthogonal experiments of the H-IGA-IABC.

The relevant values of the best performing parameter set are marked in bold.
The analysis results of the parameter experiments of the H-IGA-IABC.

The relevant values of the best performing parameter set are marked in bold.

The main effect diagram of the parameters of the H-IGA-IABC.
In order to make the subsequent comparative experiments of the H-IGA-IABC, the GGA and the GABC more referential, the parameter experiments of the GGA and the GABC by orthogonal design method are also performed. According to the results of the parameter experiments of the GGA and the GABC, the recommended parameters of the GGA and the GABC are {
To verify the robustness and applicability of the selected parameters at different problem scales, the parameter tests using a small-scale case (E03) and a large-scale case (E13) based on orthogonal design method are carried out. The results of the above tests are presented in Table 7. According to the results, it can be observed that the optimization ability of the selected parameters in the small-scale case is superior to that of other 24 groups of parameter combinations, and in the large-scale case, its optimization ability is also superior to 23 out of the remaining 24 parameter combinations. Therefore, the robustness and applicability of the ParaBest1 is good, and it is reasonable to select the ParaBest1 as the parameters of the H-IGA-IABC.
The results of parameter tests for verifying the robustness and applicability of the ParaBest1 using E03 and E13.

The result corresponding to the best performing parameter set in each experiment is marked in bold.
Analysis of the effectiveness of each component in the designed algorithm
To verify the positive impacts of two algorithm components (i.e. the IGA and the IABC) on the performance of the H-IGA-IABC, the related comparison experiments are carried out using the data generated by the parameters as shown in Table 3. Table 8 presents the results, which indicate that the algorithm including both of the components performs best in all experiments, and the advantage of it is more obvious in solving the medium-scale and large-scale problems. Therefore, mixing the two components for solving the problem in this study is effective and necessary.
The average fitness of the comparison experiments for verifying the impact of different components.

Results of comparison experiments and discussion
Based on the examples generated according to the data in Table 3, the 15 comparison experiments including the H-IGA-IABC, the GGA, the GABC are carried out. Table 9 presents the results. Figures 7 to 10 present the comparison graphs of the optimization results using various algorithms in different examples. According to Figures 7 to 10 and the data in Tables 8 and 9, we can obtain the following information and conclusions:
The Figure 7 and Table 9 indicate that the search ability of the H-IGA-IABC is significantly better than that of the GGA and the GABC in all comparison experiments, especially in solving medium-scale and large-scale problems, where the advantage of the H-IGA-IABC is more pronounced. Therefore, compared with the GGA and the GABC, the H-IGA-IABC has stronger global optimization ability in solving the problem studied in this paper.
Figures 8 to 10 indicate that the H-IGA-IABC performs well in optimizing both total processing time and total processing costs as well as manufacturing quality, and performs better than the GGA and the GABC in most of the experiments. In all large-scale examples, the H-IGA-IABC performs significantly better than the GGA and the GABC. Therefore, the proposed algorithm can optimize production efficiency, costs and quality of products with complex manufacturing processes that the GGA and the GABC.
The data presented in Table 8 indicate that the search ability of the IGA is significantly better than that of the GGA in all experiments, while the IABC is also better than the GABC. Therefore, the improvement measures for the designed algorithm in this study are effective.
Compared with the results before optimization, the H-IGA-IABC has significantly improved the indicators
The average fitness in each comparison experiment.


The bar chart of the average fitness in each comparison experiment.

The bar chart of the average values of

The bar chart of the average values of

The bar chart of the average values of
The above information and conclusion indicate that the designed model and algorithm are effective to improve product manufacturing quality by optimizing related parameters, in which the process time and costs are considered. Compared with the GGA and the GABC, the search ability of the H-IGA-IABC is better, especially in solving medium-scale and large-scale problems.
The evolution curves of the related algorithms in solving three experiments with different scales (E03, E07, E13) are plotted as shown in Figure 11. These curves indicate that the convergence rate of the H-IGA-IABC is higher than that of the GGA and the GABC in all experiments.

The evolution curves of related comparative algorithms in dealing with different experiments.
In summary, the H-IGA-IABC and established mathematical model can effective optimize the manufacturing quality by considering the process time and cost. Besides, the H-IGA-IABC has better comprehensive than the GGA and the GABC.
Conclusions and future work
We discuss a manufacturing quality optimization problem of products with complex production processes based on product gene recombination and editing in this research for improving manufacturing quality of products by optimizing the related essential factors of production process. To address it, a multi-objective optimization model including manufacturing quality, processing time, and processing costs is established. In the model, an approach based on product gene evaluation is used to measure the manufacturing quality indicator of a solution. The FAHP based method is used to transform the multi-objective problem into a single objective problem. To address the model, an improved GA and ABC with hybrid encoding scheme (H-IGA-IABC) is proposed. Fifteen experiments with different scales are performed to verify the model and H-IGA-IABC. The result indicates that the two components (IGA and IABC) can effectively improve the optimization capability. The solution after optimization is significantly better than the solution before optimization. In all comparison experiments including the H-IGA-IABC, the general GA (GGA), and the general ABC (GABC), the H-IGA-IABC performs the best in terms of convergence speed and optimization ability, especially in solving medium-scale and large-scale problems, where its superiority are more significant. In summary, the manufacturing quality improvement approach with gene recombination and editing mechanism, the mathematical model, and the H-IGA-IABC presented in this paper are effective to deal with manufacturing quality optimization problem by optimizing the related essential factors of production process, and the designed algorithm has good comprehensive performance.
In the future, the research on the following two issues will be interesting:
It is necessary to apply the research in this paper to specific objects. Meanwhile, improving the model and algorithm of this study based on the characteristics of specific objects can enhance the application value and effectiveness of this study.
The factors that affect the manufacturing quality of different products are various, and there are significant differences in the degree and mode of influence of each factor. Therefore, further researches are necessary to accurately determine the connotation of product manufacturing quality gene. In addition, when conducting quality improvement, the importance of each factor should be fully considered.
The algorithm proposed in this article performs well in solving the studied complex combinatorial optimization problems. Therefore, applying it to solve various combinatorial optimization problems including production scheduling, product design parameter optimization, path optimization, etc. in the future is a feasible direction. The calculation method of fitness and encoding method of the algorithm need to be adjusted according to the data model to adapt to the characteristics of the problem being solved.