
Abstract
Introduction
Hot extrusion process has been developed as an effective way to fabricate high-quality steel, superalloy, and titanium alloy bars, tubes, and profiles used in oil and gas, nuclear, and coal-fired power industries.1–5 With the urgent market need for large-diameter and thick-walled alloyed tubes in China, several hot extrusion presses with super large tonnage have been put into production. Among them, presses with the tonnage of 360 MN (million Newton) built by China North Industry Group and 500 MN built by China Hebei Hongrun Heavy Industry Group have been among the top in the world. 6 In conventional designs, large castings and forgings with the weight up to hundreds of tons were used as basic components to build these heavy machines. However, the cost and risk to fabricate these large components are very high. 7 Among all the components, extrusion container is one of the most important tooling. The hot billet (1150°C–1250°C) with diameter up to φ1700 mm was placed into the container and extruded through the ring hole between the die and the mandrel to obtain a seamless steel tube (as shown in Figure 1). During the extrusion process, the container was in direct contact with the hot billet and endured high internal pressure. The design and manufacture of the extrusion container face great challenges.

Schematic diagram of the steel hot extrusion process.
In conventional design, multi-layered cylindrical containers were usually applied.
8
In most cases, three-layered containers composed of the internal, middle, and external cylinders were the most popular design.9–11 The three layers were assembled with interference fitting, and the fatigue strength could be greatly improved in comparison with single-layer cylinder. However, the multi-layered cylinder design faces great challenges in large steel hot process. First, the dimensions of the container would be too large and make it very difficult to manufacture. The key parameter
To solve this problem, steel wire wound extrusion container was proposed.13,14 In this design, tensioned steel wire was used to wind around the container. All the layers are protected by the prestress generated by tensioned steel wire, and the fatigue strength of the container can be greatly improved. Compared with other conventional prestress methods such as bolts and interference fitting, steel wire offer greatly enhanced allowable stress up to 800–1000 MPa. 15 With the aid of steel wire winding technology, the weight of large extrusion container can be reduced from over 400 to 150 ton. Wu et al. 16 proposed a steel wire wound extrusion container design which was composed of four layers including the internal cylinder, middle cylinder, external cylinder, and the steel wire layer. The external cylinder was divided into four pieces to reduce the difficulty of manufacturing. The viability of the steel wire wound container design was verified by finite element model (FEM), and its strength over multi-layered design was investigated. Yang et al. 17 studied the design of steel wire wound containers with bevel end-face structure and the winding stress of steel wire was calculated. However, the impact of heating and thermal stress was not considered. Liu et al. 18 studied the thermal stress of steel wire wound containers and one-dimensional steady-state temperature field was used to calculate the thermal stress distribution over the container. Liu and colleagues19–21 developed a novel design of extrusion container by placing the heating elements into middle cylinder and a heat insulation layer between the middle and the external cylinders. Prestress produced by the thermal expansion difference due to temperature difference between the internal, middle, and external cylinders was applied to prestress the container. However, in the 360 MN extrusion process, the extrusion container was preheated by placing a hot billet into the cavity of the container. Before extrusion, the container needs to be preheated to over 250°C–350°C to avoid immediate thermal shock by the hot billet and rapid decline of billet temperature. The temperature distribution throughout the container has significant influence on the stress distribution. In addition, the thermal expansion of the container leads to the increase in stress of tensioned steel wire. Inappropriate design without considering the impact of temperature might lead to the failure of the container. Therefore, the influence of thermal impacts needs to be thoroughly studied.
In this article, a FEM was established to study the preheating process and the temperature distribution throughout the container was obtained. A 1:10 scaled extrusion container was fabricated, and the preheating temperature was measured to verify the effectiveness of the FEM. By taking the thermal impacts into consideration, the thermal stress throughout the container was calculated and the thermal impacts on the tensioned steel wire were investigated. Based on the analysis, the design methods of steel wire wound hot extrusion container were proposed.
Structure and design parameters of steel wire wound extrusion container
Take the largest extrusion container for the 360 MN extrusion press as an example, the internal radius of the container is
The next step is to determine the structural parameters of the container including

Structural parameters of the container.
To obtain these values, the equivalent shear stress equation for steel wire winding is described as follows 15

where

where
If
In this design,
For the combined stress state of prestress and internal pressure, the radial contact pressure that is applied to the external cylinder of the container generated by the steel wire can be computed 15

For the prestress state without internal pressure, the radial pressure applied to the external cylinder by the steel wire can be computed 15

where

To obtain the outer radius of the inner cylinder, the stability analysis on the internal cylinder is performed. For a cylinder under external pressure, to avoid instability, the maximum pressure can be computed 22

where

At the same time, the radial pressure at

here,
Using the same method, it can be obtained that
Structural parameters.

Preheating of steel wire wound extrusion container
FEM analysis on preheating process
For the 360 MN extrusion process, a hot billet was placed in the cavity of the extrusion container and heat transferred from the billet to the container possibly by conduction, convection, and radiation. For a hot billet with temperature over 800°C, radiation is the most important way. To investigate the preheating temperature distribution throughout the container, a FEM was established as shown in Figure 3. Since all the parts are cylindrical, an axial symmetrical model was set up. The gap between the hot billet and the internal surface of the container is 10 mm. In Figure 3, ① is the heat transfer from the billet to the container by radiation, ② is the heat loss from the billet to the environment by convection and radiation, ③ is the heat loss from the top surface of the container to the environment by convection and radiation, ④ is the heat loss from the external surface of the container to the environment, ⑤ is the heat loss from the bottom surface of the container to the environment, and ⑥ is the heat loss from the billet to the extrusion rod. The finite element analysis was performed on ANSYS. The model was created to simulate the actual preheating procedure used in the 360 MN extrusion process.

FEM of the preheating process.
In the preheating process, a two-step method was used. First, a hot billet with the temperature of 800°C was placed inside the container for 1 h. Afterwards, a second hot billet with the temperature of 1000°C was used to further preheat the container. The temperature profiles of the extrusion container after 1 h preheating by 800°C billet preheating and 15 min by 1000°C billet preheating are shown in Figure 4. The temperature variation of the container along the radial direction after the second preheating for 15, 30, 45, and 60 min is shown in Figure 5. It can be seen that the preheating temperature at the internal surface of the container can reach over 250°C after the second preheating. Meanwhile, as the preheating time increases, a more uniform temperature profile along the radial direction can be obtained; however, the highest internal surface temperature increased little. Eventually, 1-h preheating with 800°C billet and 1-h preheating with 1000°C billet was used to preheat the container in the real production. The uneven temperature distribution shown in Figure 5 indicates that the resulting thermal stress shall have significant impacts on the stress distribution throughout the container.
Temperature profile: (a) 1 h preheating by a 800°C hot billet and (b) 15 min preheating by a 1000°C hot billet after 1 h preheating by a 800°C hot billet.

Temperature profile along the radial direction for the second preheating.
Experimental verification of temperature distribution
To verify the effectiveness of the calculated temperature distribution by FEM, a 1:10 scaled extrusion container was designed and manufactured. Along the radial direction, nine temperature measuring points were set (shown in Figure 6). The measured temperature values were recorded by a 16-channel temperature inspection instrument and transferred to the computer.

A 1:10 scaled extrusion container: (a) side view of the scaled container, (b) top view of scaled container, and (c) locations of nine temperature measuring points.
FEM simulation was performed to investigate the preheating temperature variation of the scaled extrusion container by a hot billet with the temperature of 1000°C. To be noted, for the scaled extrusion container, additional heat insulation layer was placed between the external cylinder and the steel wire layer. As a result, the scaled extrusion container cannot be simplified to an axial symmetrical model. The FEM was a 1/16 solid model of the scaled extrusion container. Since the boundary conditions, loads, and other settings are the same as previous FEM, the 1/16 solid model can be used to verify the effectiveness of the previous FEM.
The temperature distribution after 40 min preheating throughout the container is shown in Figure 7. It can be seen that the temperature decreased along the radial direction of the container. The highest temperature location was at the center of the internal surface which was more close to the hot billet. The computed temperature values of nine measuring points were retrieved after 20, 30, 40, and 50 min preheating. To validate the effectiveness of the FEM, the calculated values were compared to the measured temperature values of the nine measuring points. The results are listed in Table 2. It can be seen that the errors between the computed values and measured values are less than 10%, indicating the FEM is reliable.

Temperature distribution after 40 min preheating.
Comparison of FEM temperature values and measured temperature values of the nine measuring points.

Design check
Failure modes of the extrusion container
To check the rationality of the design, it is important to determine the failure criteria of the steel wire wound extrusion container. There are several types of failure modes including the following.
Instability of the internal cylinder
The calculated temperature distribution shows that the temperature of the internal cylinder is the highest among all the layers of the container. It can be inferred that the resulting heat expansion may lead to the increase in external pressure applied to the outer surface of the internal cylinder. Therefore, it is important to compute the contact pressure between each layer of the container to check the stability of the internal cylinder.
Insufficient strength of the container
In extrusion container, the most dangerous place is the inner surface of the internal cylinder. Therefore, it is necessary to check the stress state at this location. The third strength theory is used as the fail criteria which can be described as
Breaking of the steel wire
The stress of the steel wire may be greatly enhanced by the heat expansion of the various cylinders of the container. If it exceeds the allowable stress of the steel wire, the whole container may collapse. To check the strength of the steel wire, it is important to determine the influence of thermal expansion on the stress of the steel wire.
Strength check
The FEM-calculated preheating temperature field was exported to compute the thermal stress. Initially, the internal, middle, and external cylinders were wound by steel wire at room temperature. At this stage, the stress state is named as “prestress state.” Then, the extrusion container was preheated and the resulting stress state is named as “preheating state.” After preheating, the internal pressure was applied to the container during extrusion and the resulting stress state is named as “operating state.”
Stability check of the internal cylinder
To check the stability of the internal cylinder, its outer pressure needs to be obtained. When the container was preheated to 250°C, the contact pressure plot between each layer is shown in Figure 8. All contact pressure values between each layer for various stress states are listed in Table 3. It can be seen that the outer pressure applied to the internal cylinder increased remarkably from 26.65 MPa for the prestress state to 51.8 MPa for the preheating state. The critical buckling outer pressure is 53.3 MPa. Therefore, the internal cylinder may be very dangerous due to insufficient stability.

Contact pressure between the cylinders of the container after preheating.
Contact pressure at various states.

Strength check of the container
As discussed above, the most dangerous place is the inner surface of the internal cylinder when the container was preheated to high temperature. It has been obtained that outer pressure on the internal cylinder is 51.8 MPa for the preheating state. So, it can be computed that

Usually, the internal cylinder is made of H13 hot die steel. Its allowable stress is over 800 MPa. 23 Therefore, the strength of the container can satisfy the requirements.
Strength check of steel wire
Tensioned steel wire provides all the prestress for the container. When the container was preheated, the stress of the steel wire may increase due to thermal expansion. For the operating state, when the internal pressure was applied to the container, the stress of the steel wire shall become even higher. For steel wire, the first principal stress is the tangential normal stress and the third principal stress is the radial normal stress. The third strength theory is applied to check the strength of the steel wire. The stresses at various states can be described as follows.
Prestress state with internal pressure
The tangential normal stress of the steel wire can be described as 15

The radial normal stress of the steel wire can be described as 15


It can be seen that the Tresca stress of the steel wire along the radial direction is constant and equivalent to
Prestress state without internal pressure
The tangential normal stress of the steel wire for the prestress state without internal pressure can be described as
The part of stress that results from the internal pressure needs to be subtracted for the prestress state without internal pressure as indicated in equation (13). In the same way, the radial normal stress can be described as

Then, the Tresca stress of the steel wire at prestress state without internal pressure is

Preheating state
The tangential normal stress of the steel wire under the preheating state can be described as

where

Then, the Tresca stress of the steel wire under the preheating state is

Operating state
When an internal pressure of 200 MPa is applied to the container after preheating, the tangential normal stress of the steel wire can be described as follows

The radial normal stress can be described as

Then, the Tresca stress is

Results and discussion
For conventional steel wire wound containers used at room temperature, the stresses of steel wire including the initial winding stress, the Tresca stress after winding, and Tresca stress when the internal pressure is applied are shown in Figure 9(a). The Tresca stress of the steel wire increased to 700 MPa when the internal pressure was applied.

Tresca stress of steel wire at various states: (a) conventional container used at room temperature and (b) hot extrusion container with preheating.
However, for the steel hot extrusion container, the contact pressure applied to the steel wire layer is higher than conventional containers due to preheating. From Table 3, it can be obtained that the additional increase in contact pressure applied to the steel wire layer due to preheating is
To summarize, the impact of preheating on the design of extrusion container mainly has two aspects:
Enhanced outer pressure on the outer surface of the inner cylinder, which might lead to the instability of the inner cylinder;
Enhanced shear stress of the steel wire due to preheating, which might lead to the failure of the steel wire.
It can be concluded that the conventional design of the steel wire wound containers is not suitable for extrusion containers used at elevated temperature. Modifications should be made to the design to meet both requirements.
Improved design
To get a rational design of steel wire wound extrusion containers for steel hot extrusion process, the impact of preheating on the design should be considered. To avoid the above problems caused by preheating, the following design is proposed:
Increase the stability safety factor from
Reduce the prestress factor from
Reduce the value of allowable stress of steel wire from 700 to 500 MPa.
The aim of reducing the prestress factor and allowable stress of steel wire is to reduce the Tresca stress of the steel wire after preheating, so that the stress of the steel wire should not exceed its allowable stress (usually 800 MPa). To be noted, lowering the allowable stress of the steel wire in the design does not really mean the loading capacity of the steel wire is reduced.
Results and discussion
By adjusting the above parameters, the following structural parameters listed in Table 4 can be obtained. Accordingly, the contact pressure between the cylinders of the container can be computed in the same way as listed in Table 5. It can be seen that the outer pressure of the internal cylinder reduced from 51.8 to 44.7 MPa after preheating, and the critical buckling pressure increased from 53.3 to 68.42 MPa. The stability safety factor is 68.42 MPa/44.7 MPa = 1.53.
Structural parameters of the improved design.

Contact pressure at various states of the improved design.

By calculating the Tresca stresses of the steel wire plotted in Figure 10, it can be seen that the maximum shear stress of steel wire reduced from 968.4 to 768.3 MPa, which is allowable for the steel wire.

Stresses of steel wire along the radial direction for the improved design.
In addition to the stability of the internal cylinder and the stress of the steel wire, the transient thermal stress at the internal surface of the container during the preheating process is also important. As mentioned above, the prestress is characterized by the compressive tangential normal stress at the internal surface
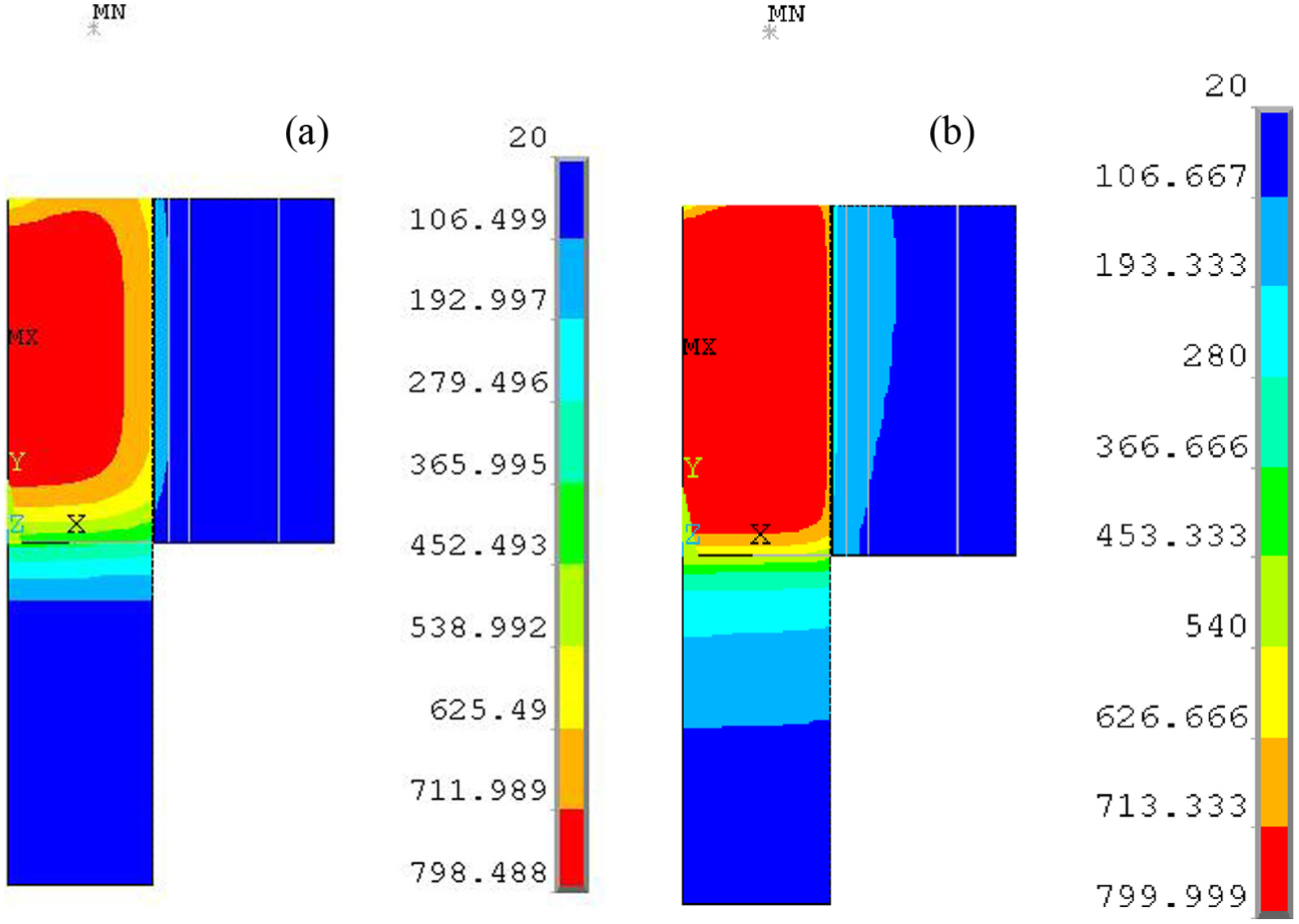
To investigate the variation of transient thermal stress, the temperature fields after preheating for 15 min, 30 min, 45 min, and 1 h by 800°C hot billet and second preheating for 15 min, 30 min, 45 min, and 1 h by 1000°C were exported to calculate the transient thermal stress. The tangential normal stress of the container after preheating with 800°C billet for 1 h and 1000°C billet for 15 min is shown in Figure 11. The variation of tangential normal stress with preheating time is shown in Figure 12.

Tangential normal stress after preheating with 800°C billet for 1 h and 1000°C billet for 15 min.

Tangential normal stress variation with preheating time.
It can be seen that the tangential normal stress increased from −180 to −503 MPa after preheating with 800°C billet for 1 h and further to −794 MPa after preheating with 1000°C billet for 1 h. This remarkable increase due to the uneven preheating temperature distribution cannot be ignored for the design of the steel wire wound hot extrusion container. To check the strength of the internal cylinder,
To conclude, by increasing the stability safety factor of the internal cylinder, reducing the prestress factor and the allowable stress of steel wire in the design, the improved design can meet the requirements including sufficient stability, reasonable stress of steel wire, and acceptable transient thermal stress. The container using this design has been put into industrial practice in the 360 MN extrusion press (shown in Figure 13).

Steel hot extrusion container for the 360 MN extrusion press.
Conclusion
This article presents the analysis on the design of steel wire wound hot extrusion container used at high temperature. The container was preheated by placing a hot billet into the cavity of the container. To investigate the impact of preheating on the temperature distribution and thermal stress of the extrusion container, a FEM was set up. To verify the effectiveness of the FEM, a 1:10 scaled extrusion container was fabricated. The FEM-computed temperature values were compared to the measuring temperature values, and the error between them was less than 10%.
The failure modes of the extrusion container were analyzed including insufficient stability of the internal cylinder, insufficient strength of the extrusion container, and breaking of the steel wire. The preheating temperature field was exported to investigate the thermal impacts on the container. Results showed that the preheating temperature could lead to insufficient stability of the internal cylinder and remarkable increase in steel wire stress.
To solve the problems, an improved design was put forward by increasing the stability safety factor, reducing the prestress factor and the allowable stress of steel wire. Results showed that the improved design can meet the requirements of steel wire wound hot extrusion container and the design has been put into industrial practice for the 360 MN extrusion press.