
Abstract
Introduction
Intelligent manufacturing can realize high efficiency and green manufacturing. 1,2 As an important unit, robot has been widely used to strengthen manufacturing competitiveness due to its flexible, efficient, and accurate operation. For modern welding process, high productivity, low cost, and good quality are required. Hence, welding robot is widely employed in industrial processes to meet the quality requirements and increase productivity in recent years. 3,4
For intelligent robot welding system, some functions are needed to realize desired welding effects, which are described in Figure 1. The functions can be classified as system control layer, system optimization layer, and management decision layer. System control layer includes system integration, offline programming, seam tracking, parameter monitoring, expert system, and so on. System optimization layer includes path optimization, robot scheduling, process modeling, penetration control, parameter optimization, and so on. Management decision layer includes information management, producing planning, remote monitoring, system simulation, and so on.

Functions description of intelligent welding robot system.
As an important part of intelligent welding robot, the welding robot path optimization problem often study following optimization objectives: path length, welding deformation, energy consumption, welding beat, and so on. Besides, the collision free path is often considered first. If two robots are used, multi-robot cooperation strategy will be also studied. Shorter path length often implies better productivity. For arc welding of complex structure, deformation is a major issue because it has much greater heat input than spot welding and then introduces greater deformation. To realize welding robot path planning, a large number of research results have emerged in the field of industrial robot path planning. In the study by He et al., 5 welding tasks was considered as traveling salesman problems (TSPs), and the point-to-point transfer time was used as the TSP parameter. The genetic algorithm was adopted to obtain minimum time path in spot welding tasks. In the study by Zacharia et al., 6 collision-free and time-optimal path for manipulator was studied based on a modified GA. In the study by Wang et al., 7 the double-global optimal particle swarm optimization (PSO) algorithm was proposed to optimize the spot welding robot path planning. An optimal robot path with minimum joint movement was obtained using a beam search algorithm in the study by Fang et al. 8 Above studies realized robot path optimization, and one optimization objective was considered. In this article, multi-objectives path optimization for arc welding robot will be studied, the path length and welding deformation will be treated as the optimization objectives.
For welding robot application, manual planning is still widely used. It is time-consuming when there are large-scale welding joints or welding seams. Hence, it is necessary to use automatic and efficient path optimization method to obtain desired welding path. Kennedy and Eberhart
9
presented the PSO algorithm based on the regularity of hunting birds. PSO is a kind of heuristic algorithms based on swarm intelligent, and its idea roots in artificial life and evolutionary computation theory. Due to its good performance in different optimization problems, PSO algorithm has been widely studied. In the study by Chen et al.,
10
the Dynamic multi-swarm differential learning (DMSDL-PSO) algorithm was proposed, where population was divided into several small dynamic swarms, and the differential mutation was incorporated into the update of personal best particle and the velocity updating equation also was improved. The simulation results showed better global search ability of the improved algorithm. In the study by Al-Bahrani and Patra,
11
the orthogonal PSO (OPSO) algorithm was proposed to solve problem in a
To realize arc welding robot path intelligent optimization in this article, welding deformation calculation and intelligent optimization algorithm are two main contents. For welding deformation calculation, the finite element (FE) model of the weld piece is established first. Then, the temperature field of the weld element and the stress field are analyzed. And the distribution and magnitude of welding deformation is studied at last. For optimization algorithm, DN-MOPSO algorithm is presented after the density-based spatial clustering of applications with noise (DBSCAN) and the MOPSO are incorporated, and the discrete DN-MOPSO (DDN-MOPSO) is used to optimize the path length and welding deformation.
In this article, the multi-objective path optimization model is presented in the second section. The Improved MOPSO algorithm is proposed in the third section. Then, welding deformation calculation based on FE is given in the fourth section. In addition, the proposed algorithm is applied for arc welding robot path optimization in the fifth section. And the conclusion is presented in the final section.
Multi-objective path optimization problem
The path length and total welding deformation will be optimized based on the intelligent optimization algorithm in the following sections. For arc welding task, the welding sequence and welding direction will be considered to obtain path length. Welding deformation is calculated based on the FE method.
Path length analysis
The path length is the factor improving welding efficiency in actual industrial production, and the path length is related to the travel distance of the welding torch fixed on the robot end. This path planning problem can be treated as a typical traveler problem (TSP). 14 For arc welding robot, welding direction of each weld seam must be considered besides all the weld seams must be traversed. The total path length for weld seams is constant, but different welding directions have great influence on the total path length. Therefore, the total path length for arc welding robot can be shown in equation (1)

where
In addition, the Cartesian space trajectory planning is utilized to simulate the movement of arc welding robot, which would ensure the robot runs stably. The six-axis robot could be established by MATLAB’s (version Matlab2016a) Robotics Toolbox. 15 Based on the position and pose for the starting point and terminal point, the linear trajectory planning is conducted to achieve the linear robot trajectory.
Welding deformation analysis
In this article, a thermal–mechanical coupling analysis is applied to simulate the welding process of the robot base. 16 First, the FE model of the robot base is established (Figure 2), and meshed (Figure 3). Then, the thermal analysis is conducted using the moving heat source model. At last, temperature field is calculated and used as a load to calculate welding stress and deformation.
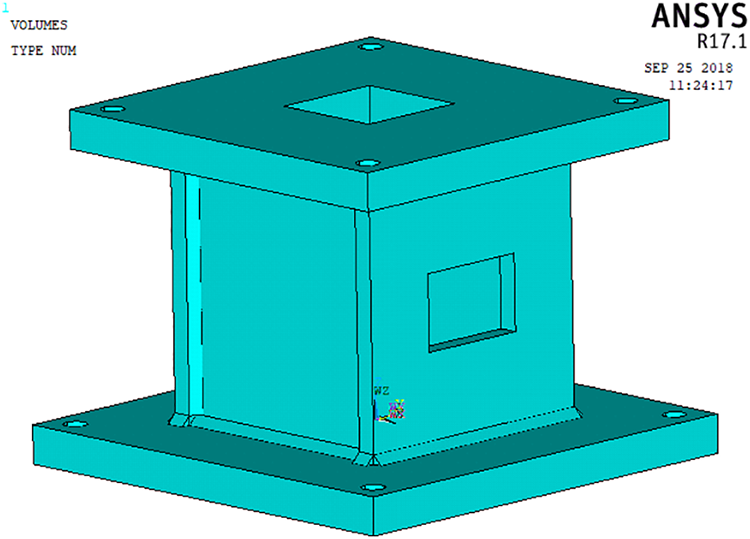
Robot base model.
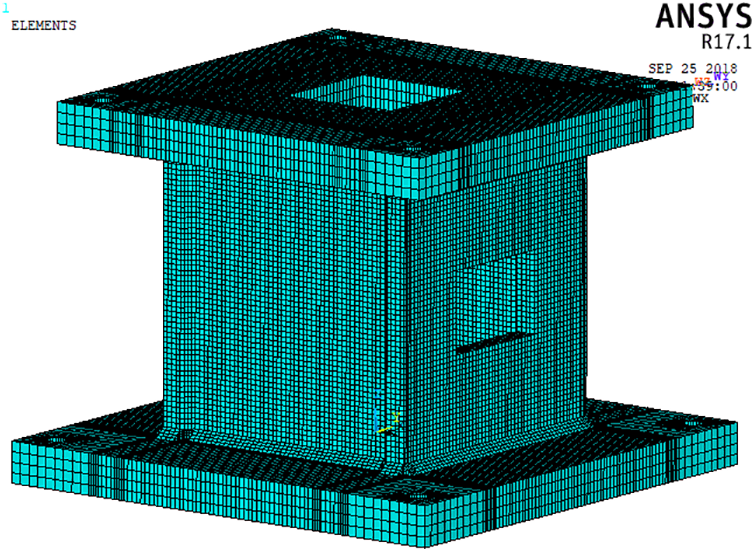
Three-dimensional. finite element of the mesh.
Multi-objective path optimization model
Based on the above analysis, the multi-objective optimization model for arc welding robot path optimization is established as follows

where
Improved MOPSO algorithm
Discrete particle swarm algorithm
In practical production, many optimization problems are discrete objects. 17 In this article, optimization of the welding sequence and welding direction is a typical discrete problem. For this discrete problem, the particle denotes a welding sequence and direction, and the exchange strategy is applied to update the particles’ position and velocity, it is given as follows


where the operators +, −, ⊕ represent new meanings.
Performance evaluation index

where

where
Discrete MOPSO algorithm based on DBSCAN (DDN-MOPSO)
Principle and classification of DBSCAN
In the decision space, the Euclidean distance between the particles is calculated first. Then, the particles are divided into several groups according to the density. And the global leading particle will be selected based on the classification results. 19
Density is defined based on the number of other points within the radius of one point.

For discrete problems, the particle is one sequence, distance between particles are defined as the number of different position between the two sequences.

where
Selection strategy of leading particles
Based on the results of the above classification, guidance particle selection strategies will depend on the ratio of the nondominant solutions to the particles in the evolutionary population for each group. The strategy can promise the balance between global search ability and local search ability.
In Figure 4, the swarm particles in decision space are divided into several classes, which are shown in different colors. It can be seen that the selection strategy of its leader particles is different for different kinds of particles.

Leading particles selection strategy.
For noise points, they are far from the central area. Hence, the leader particle will be selected in all the nondominant solutions, and it may enlarge search space and find better solutions.
For border points, they mainly are located at the edge of some class, so they can select the leader particles in their classes.
For the core points, if the number of the particles in the evolutionary population is more than the nondominated solutions, some nondominated solutions in this group are selected as global leader particles for some particles in this group. And the leader particles for other particles will be selected in all nondominated solutions. It can avoid getting trapped in local optima. If the number of the particles in the evolutionary population is less than the nondominated solutions, all the particles select the global leader particles in their group.
Improvement mechanism of external archives
During the process of iteration, the external archive is adopted to store the nondominated solutions. When the size of the external archive exceeds the maximum size limit, some solutions must be deleted. The traditional external archive save mechanism will truncate the solutions at once depending on its crowded distance. The used circular crowded sorting (CCS) delete one solution which has most crowded distance, and then the adjacent particles’ crowded distance is immediately calculated. 20 The operator of CCS will be executed repeatedly until the size of external archive satisfies conditions. The mechanism of CCS can ensure the diversity of the Pareto solutions as much as possible.
Mutation strategy
Particle swarm algorithm has the characteristics of fast convergence speed, but it is also easy to fall into local optimization. Therefore, the Gauss mutation operator is incorporated to the PSO to improve the search ability during the search process.
Algorithm performance test and analysis
To evaluate the performance of the DDN-MOPSO algorithm, the TSP is used for algorithm test. And the DDN-MOPSO is compared with other multi-objective optimization algorithm, which are Non-Dominated Sorting Genetic Algorithm (NSGA)-II, 21 NSGA-III, 22 MOPSO, 23 and Clustering Guidance (CG)-MOPSO. 18 All the above algorithms were simulated 10 times to reduce the randomness, and GD, SP and time were used to evaluate algorithm performance.
For all the listed algorithms, the population size, the maximum iteration times, and the external archive were set as 200, 300, and 20, respectively. Other parameters were set as same as the value in the original literature. The simulation platform for algorithms is MATLAB2016A. Hardware environment: CPU Intel (R) Core (TM) i5-3317U CPU@1.70 GHz; memory 8.0 GB, operating system 64bit Window10.
From Table 1, it can be seen that the performance of the DDN-MOPSO algorithm proposed in this article is better than other algorithms. From Figure 4, it can be concluded that the Pareto front is more approximate to the optimal solution, and the distribution is more excellent using the DDN-MOPSO algorithm.
Algorithms performance comparison for TSP.a

TSP: traveling salesman problems; MOPSO: multi-objective particle swarm optimization; GD: generational distance; SP: spread; SD: standard deviation.
The results in boldface are the best value in the Table. And some analysis is given in the article.
Based on Table 1 and Figure 5, it can be seen that DDN-MOPSO could obtain solutions with better convergence and diversity in contrast with other algorithms. NSGA-II and NSGA-II could not find desired solutions, because both algorithms are easy to jump into premature for complex discrete problem. Pareto front based on the MOPSO and CG-MOPSO is better than NSGA-II and NSGA-III. The MOPSO and CG-MOPSO can also achieve the high accuracy and fast convergence, but their leader particles obtained randomly cause the decreased accuracy.

Pareto solutions comparison.
SP index indicates that the proposed external archive save mechanism can obtain better distributed Pareto front. CCS deletes one crowded solution, the crowded distance is updated, and CCS is executed repeatedly. It can make the better solutions retained to improve the distribution performance of DDN-MOPSO.
To improve algorithm DDN-MOPSO is combined with the DBSCAN, CCS, and mutation. These combination operations lead to the increasing simulation time. Hence, computational time of DDN-MOPSO is less than NSGA-II, but more than other algorithms.
Welding deformation calculation based on FE
Welding sequence and welding direction have a great influence on the weldment performance, and a reasonable welding sequence and welding direction may obtain high quality weldment. The robot base used in this article has 12 weld seams, and the FE computation may cost several 10 h. To reduce the simulation time, the surrogate model is established based on the design of experiment (DOE) to solve the two-objective optimization problems of the path length and total welding deformation.
Influence factors
The welding seams for the robot base are located at the bottom plate, upper plate, and flange plate. And the welding seams at different plates can be regard as a group respectively. For example, variables
To describe the optimization problem in detail, a number is assigned to each welding seam of robot base model. From Figure 6, number of 1, 2, 3, and 4 denote the welding seams of the bottom plate, number of 5, 6, 7, and 8 denote the welding seams of the flange plate, 9, 10, a, and b denote the welding seams of the upper plate.

Schematic diagram of 12 welding seams.
When the
Coded value and true value correspondence table.

Test design scheme and surrogate model
According to the statistical knowledge, 24 the DOE table is established. The FE numerical simulations are carried out to obtain the total deformation. In this simulation, 16 different welding sequences and welding directions were used.
Based on the designed parameters, welding numerical simulations are conducted. And the total welding deformation can be obtained after adding notes deformation together. Then, the polynomial regression surrogate model can be obtained based on these designed parameters and welding deformation. To improve model accuracy, the nodes from the 12 edges are selected to obtain the quadratic polynomial.
Based on the DOE, the polynomial regression surrogate model is obtained as

According to the welding sequences and welding directions shown in the above table, the welding numerical simulations are carried out, and the simulation results are obtained. To verify the accuracy of surrogate model, the correlation coefficient

where
Experiment design.

Arc welding robot path multi-objective optimization
Based on the above analysis, the flowchart of DDN-MOPSO algorithm is shown in Figure 7. And the optimization strategy is presented as follows.

Flowchart of multi-objective optimization algorithm.
The Pareto front is shown in Figure 8, the horizontal axis denotes length, and the longitudinal axis denotes total welding deformation.

The Pareto solutions of multi-objective path planning.
The value of total welding deformation is calculated using equation (9). To verify the solutions, three plans are selected to implement the FE numerical simulation and the value of welding deformation is obtained, the results are presented in Table 4.
Verification results.

FE: finite element.
From Table 4, it can be seen that there is small difference between optimization value and FE value, which verifies correctness of the surrogate model. The welding sequence and direction of case 3 can be described in Figure 9, where the red lines are the welding seams, arrows represent the welding direction, and the numbers show the sequence of welding. Based on the optimization results, the welding plans can be adopted to guide the actual welding process, which will improve the weldment quality and reduce the production costs.

The schematic diagram of welding path.
Based on the ANSYS (version ANSYS 14.0) software, the simulations are conducted according to the above welding sequences and directions. And the temperature field in the moving heat source is simulated using birth and death method. After 12 welding seams are heated and cooled one by one, the temperature field at some time in the cooling process is given in Figure 10. It can be seen that the temperature decreases when the cooling process is going on.

Temperature field distribution.
After the temperature field calculation is accomplished, the thermal element is transformed into the corresponding mechanical element to conduct the stress field analysis. Welding residual stress is represented in Figure 11. It is can be seen that the higher residual stresses are mainly produced in the weld zone and its vicinity, while the lower residual stresses appear in the place away from the weld zone. It is because that the expansion and shrinkage exist in the welding seam in the heating and cooling process. On the other hand, the base material near the welding seam will restrict this expansion and shrinkage.

Welding residual stress.
The deformation after welding and cooling process is given in Figure 12. It can be concluded that the maximum welding deformation occurs at the corners of the upper bottom plate and lower bottom plate. The reason is that the expansion and shrinkage of the weld during the heating and cooling process lead to serious deformation of the bottom plate edge.

Welding deformation.
Conclusion
Traditional teaching method is widely used for industrial robot, and the method is time-consuming. Intelligent welding robot path optimization is studied to improve the efficiency in welding process. In this article, optimization of the path length and total welding deformation for arc welding robot is studied. Convergence and diversity performance of the presented DDN-MOPSO algorithm is verified based on the TSPs of 80 cities. To shorten the calculation time, the surrogate model is designed to calculate the value of welding deformation according to the DOE. After optimization problem description, the two-objective Pareto front is obtained using the DDN-MOPSO algorithm. Simulation results show the effectiveness of the improved algorithm. At the same time, several selected solutions are verified based on the FE results, which indicate the efficiency of the mathematical model and can improve the computational efficiency.
Based on the conducted researches, more works still need to be done to improve the optimization effects and apply the optimization strategy in industry to improve welding automation and intelligence. The future work will focus on the real welding robot system optimization to test the effectiveness of the proposed strategy in practical industrial application. Firstly, the model for the workpiece and the fixture should be more complex and accurate. Secondly, cooperation between the two robots can be studied to obtain better optimization results. Thirdly, the optimization results will be tested using some offline programing software. At last, calibration will be studied to realize path optimization for real welding robot system.